

Температура резания
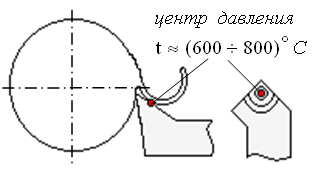
В процессе обработки в результате трения поверхностей резца о заготовку и стружку теплота, выделяемая в результате этой работы, накапливается, при этом происходит рост температуры инструмента. Максимального значения температура достигает в центре давления резца, т.е. в той точке передней поверхности, где происходит контактирование её с огибающей режущую кромку стружкой.
В среднем, температура передней поверхности достигает 200оС. Температура резания значительно влияет на способность резца осуществлять резание в течение определенного времени без переточки.
Кроме того, температура резания влияет на усадку стружки, упрочнение и т.д. Температура резания повышается при увеличении режимов резания. При этом наибольшее влияние оказывает скорость резания, наименьшее – глубина. Геометрия резца также влияет на температуру резания. Так с ростом величины переднего и заднего углов температура резания до определенной величины может уменьшаться за счет уменьшения работы по внедрению режущего инструмента в материал. Но при значительном увеличении углов уменьшается теплоотвод. Снижает температуру резания уменьшение главного угла в плане, так как при этом увеличивается площадь контакта, что способствует теплоотводу. Значительное влияние на температуру резания оказывают механические свойства материала заготовки (твердость, прочность и др.), определяющие объем работы, необходимый для деформирования материала, влияют и свойства материала режущей части инструмента, особенно теплопроводность.
Смазочно-охлаждающие жидкости (сож)
Введение в зону резания СОЖ выполняет следующие функции:
уменьшение трения между поверхностями инструмента и заготовки
уменьшение температуры резания
производит охрупчивание материала заготовки (СОЖ способствует разрыхлению материала, т.е. улучшает условия резания)
способствует процессу стружкообразования.
В зависимости от назначения все СОЖ делятся на две группы:
охлаждающие – различные растворы и эмульсии
смазочные – различные масла, керосин и сульфофрезол (масло с добавкой серы).
Охлаждающие СОЖ применяются при черновых работах, когда имеет место значительное усилие и температура резания и т.д. Смазочные СОЖ применяют при чистовых работах. При больших скоростях резания и подачах применение СОЖ вообще не рекомендуется.
Все применяемые СОЖ должны быть безвредны для исполнителя и не должны вызывать коррозии материала инструмента и станка.
Износ режущего инструмента
В![]() процессе резания в результате трения
передней и задней поверхностей инструмента
о стружку и материал заготовки, происходит
изменение геометрии режущей части
инструмента.
процессе резания в результате трения
передней и задней поверхностей инструмента
о стружку и материал заготовки, происходит
изменение геометрии режущей части
инструмента.
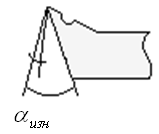
При этом на передней поверхности образуется лунка, износ же по задней поверхности приводит к изменению величины заднего угла и появлению площадки на задней поверхности, где угол близок к 0.
Износ инструмента по задней поверхности является определяющим. Износ определяется различными явлениями, происходящими при резании, поэтому существует несколько теорий износа:
Абразивный износ. При трении стружки и заготовки об инструмент, их твердые микровключения (частички нароста, цементит, сложные карбиды и т.д.) постоянно разрушают верхние слои инструмента. Длительное истирание приводит к уносу массы материала инструмента, который и определяет изменение его геометрии.
Адгезионый износ. При контакте чистых движущихся поверхностей происходит схватывание между отдельными частичками материала резца и стружки или заготовки, то есть происходит постоянное образование и разрушение металлических связей, что и приводит к износу инструмента.
Диффузионный износ. При высоких температурах резания создаются условия, при которых материал инструмента или его связка (у твердых сплавов) и материал заготовки взаимно проникают (диффундируют) друг в друга. При длительном резании этот процесс происходит достаточно интенсивно.
Окислительный износ. При нагреве инструмента в среде кислородного воздуха на его поверхности образуются малопрочные окислы (в 40-60 раз меньше, чем у твердых сплавов). Эти окислы легко разрушаются под действием движущейся стружки или заготовки.
Усталостный износ. При контакте между движущимися микронеровностями, в материале режущей части возникают волны деформации. Перед микронеровностью материал сжимается, а после – растягивается. Такое циклическое чередование волн приводит к усталостному износу.
В реальных условиях износ инструмента, вероятней всего, есть результат действия всех перечисленных факторов. На скорость износа влияют свойства обрабатываемого материала, геометрия резца, качество обработки и материал режущей части инструмента, элементы режима резания и применение СОЖ.
═══════════════════════════════════