

Виды производственных погрешностей
Производственные погрешности обычно делят на два вида:
Систематические погрешности, которые в свою очередь бывают постоянными и переменными.
Систематические постоянные погрешности – погрешности, имеющие одинаковые значения для всей рассматриваемой совокупности (партии) деталей.
Систематические переменные погрешности – это погрешности, закономерно изменяющиеся по ходу технологического процесса, изменение которых в пределах партии от одной детали к другой, не подчиняются каким-либо функциональным зависимостям.
Случайные погрешности. К ним относятся погрешности, изменение которых в пределах партии от одной детали к другой не подчиняется какой-либо функциональной зависимости.
Однако такая
классификация погрешностей достаточно
условна, так как одна и та же погрешность
в зависимости от условий обработки
может быть отнесена либо к детерминированным
(систематическим), либо к случайным. Как
правило, погрешность настройки является
систематической и постоянной, но если
большую партию деталей обрабатывают
при нескольких настройках, то в общей
совокупности обработанных деталей
погрешность будет носить случайный
характер. К систематическим переменным
относится погрешность, вызываемая
износом инструмента. Для определения
результирующей
погрешности производят их суммирование,
при этом постоянные погрешности суммируют
арифметически. Систематические переменные
- с учетом знака, а случайные –
квадратическим способом
![]() ,
то есть для точной оценки погрешности
обработки необходимо определить вид
погрешности.
,
то есть для точной оценки погрешности
обработки необходимо определить вид
погрешности.
══════════════════════════════════════
Распределение случайных погрешностей
Оценку влияния случайных погрешностей на точность технологического процесса проводят с помощью кривых распределения. Для этого у партии изготовленных изделий контролируют какой-либо выходной параметр. Для детали это может быть размер.
На основании измерений строят гистограммы, откладывая по оси Х интервалы контролируемых размеров. При этом количество интервалов должно быть не меньше 6 и желательно нечетное. По У откладывают количество деталей, попавших в конкретный интервал. Исходя из теории вероятности, крайние значения (минимальное и максимальное) любого параметра встречаются реже, чем средние.
П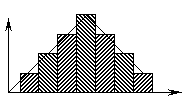 ри
большом количестве контролируемых
изделий, соединяя центры интервалов,
получим полигон распределения. Полигон
распределения
может быть заменен теоретической
кривой распределения.
Любая кривая распределения характеризуется
следующими основными
статистическими параметрами:
ри
большом количестве контролируемых
изделий, соединяя центры интервалов,
получим полигон распределения. Полигон
распределения
может быть заменен теоретической
кривой распределения.
Любая кривая распределения характеризуется
следующими основными
статистическими параметрами:
Поле рассеяния: W=Dmax-Dmin
Средняя величина параметра:
![]()
где Di – фактическая величина исследуемого параметра уi-го изделия, n – количество контролируемых размеров. Средняя величина определяет расположение центра поля рассеивания, то есть определяет точность настройки операции.
Среднеквадратическое отклонение.
![]() xi
- абсолютное отклонение параметра i-го
изделия от среднего значения
xi
- абсолютное отклонение параметра i-го
изделия от среднего значения
![]()
Среднеквадратическое отклонение характеризует величину случайной погрешности и форму кривой распределения.
Погрешность определения зависит от числа контролируемых изделий.
![]()
Если мы контролируем 200 изделий (n=200) погрешность примерно составляет 30%, а если n=50 погрешность 60%, поэтому как характеристику распределения случайной погрешности используют при больших значениях n, при малых значениях n используют Dср. Если при выполнении каких-либо технологических процессов имеют место только случайные погрешности, кривая их распределения описывается законом Гаусса и носит название кривой нормального распределения.
Систематическая постоянная погрешность не изменяет форму кривой нормального распределения. Она смещает её по оси абсцисс на величину этой погрешности. Систематическая переменная погрешность изменяет форму кривой нормального распределения.

Случайную погрешность можно предусмотреть:
- малые по величине случайные погрешности встречаются чаще, чем большие
- отрицательные и положительные случайные погрешности, равные по величине, встречаются часто
- для каждого метода изготовления существует предел, где случайная погрешность почти не встречается