

Установка плоскостью
При данной схеме установки в качестве установочной поверхности выбирают плоскость достаточных размеров, которая смогла бы обеспечить устойчивое положение заготовки или изделия. В качестве установочной базы (поверхности) можно использовать и необработанные поверхности, то есть поверхности, образованные литьём, штамповкой и т.п. и обработанные (чистовым и черновым точением, шлифованием и т.д.) поверхности. При использовании необработанных поверхностей, наиболее выступающие микровыступы могут образовать установочный треугольник, который не может обеспечить устойчивое положение заготовки или изделия при её установке. В качестве контактных элементов приспособления в данном случае используются специальные установочные элементы – калёные пальцы с контактными поверхностями различной конфигурации.

При использовании в качестве установочных баз обработанных поверхностей кроме рассмотренных контактных элементов можно использовать установочные пластины.
Установка цилиндрической поверхностью
Можно рассмотреть две совершенно равноценные по точности схемы: когда установочная поверхность детали является охватываемой (смотри рисунок) и охватывающей (при установке на цилиндрический палец).
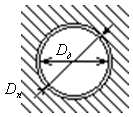
Остановимся на первом варианте. Для того чтобы при любом сочетании размеров сопрягаемых поверхностей в пределах допуска необходимо, чтобы всегда имел место минимальный гарантированный зазор: Sгар=Dпmin-Dдетmax.
Неопределённость положения детали, то есть погрешность её установки, определяется максимально возможным зазором:
Smax=Dпmax-Dдетmin=Dп min+TDп-Dдет max+TDдет
Пу=Smax=Sгар+TDп+TDдет.
Вывод: чем ниже допуски, тем меньше погрешность установки.
Установка призмой
П![]() ри
данном способе установки, в результате
изменения диаметра детали в пределах
допуска от максимального до минимального,
происходит изменение места положения
её центра, то есть появляется некоторая
неопределённость положения детали,
которая и является погрешностью
установки.
ри
данном способе установки, в результате
изменения диаметра детали в пределах
допуска от максимального до минимального,
происходит изменение места положения
её центра, то есть появляется некоторая
неопределённость положения детали,
которая и является погрешностью
установки.

Величину этой погрешности можно определить, решив несложную геометрическую задачу (смотри рисунок):
ΔАВС
прямоугольный, величина СА равна половине
допуска детали, из треугольника АВС![]()
погрешность
установки
![]()
Анализируя последнюю формулу, можно заметить, что с увеличением угла призмы уменьшается погрешность, но при этом снижается устойчивость положения детали. Поэтому в промышленности принято выпускать призмы с углом =45.
При таком значении угла Пу=0,7TD, следовательно, чем точнее деталь, тем меньше погрешность установки.
Установка плоскостью и двумя отверстиями
При этой схеме установки используют сравнительно большую плоскость, на которой создают контакты по трём точкам и относительно короткие отверстия, в одном из которых создаётся контакт по двум точкам, в другом – по одной.
Простейший пример базирования.

Эта схема отличается от установки цилиндрической поверхностью тем, что для обеспечения гарантированной установки детали при любом сочетании её размеров и размеров приспособления зазор должен быть увеличен для компенсации неточности расстояния между установочными отверстиями и установочными элементами.

Индекс п проставлен у размеров, относящихся к приспособлению, то есть D1n и D1n – диаметры установочных пальцев приспособления, Сп – межцентровое расстояние между центрами установочных пальцев. D1 и D2 – диаметры отверстий деталей, которыми она устанавливается, С – межцентровое расстояние между этими отверстиями.
Увеличение зазора для гарантированной установки происходит за счёт уменьшения максимального диаметра установочного пальца относительно минимального размера отверстия на величину гарантированного зазора и полусумму допусков межцентровых расстояний С и Сп:
![]()
Тогда
![]()
Максимальная погрешность установки будет определяться максимальным зазором, то есть:
![]()
Сравнив полученную формулу с формулой для вычисления погрешности при установке одним отверстием, можно отметить, что в последнем случае, погрешность возросла на полусумму межцентровых расстояний. Это происходит за счёт дублирования функций установки в направлении S. В этом направлении создаётся контакт, то есть заготовка лишается степени свободы дважды. Для исключения дублирования в направлении контролируемого размера S используют схему с ромбическим пальцем. В этом случае величина смещения детали относительно этого пальца будет определяться величиной М, при этом, чем меньше ширина ленточки b, тем больше М, тем больше вероятность исключения функции дублирования.

Очевидно,
что при малых значениях b
происходит интенсивный износ пальцев,
поэтому при
![]() его значение выбирают из условия b0,1D.
его значение выбирают из условия b0,1D.
Данная схема установки широко применяется при обработке корпусных деталей. В условиях автоматизированного производства по данной схеме корпусные детали устанавливаются на полётах, при этом при этом соблюдается принцип постоянства баз: деталь подаётся на следующую позицию прямо на полёте. Для повышения точности установки выбирают наиболее точные отверстия. Если таковых не имеется, то в качестве установочных можно выбрать любые два крепёжных отверстия, обработав их с высокой степенью точности.