

Электроискровая обработка
Электроискровая обработка бывает 2-х видов:
Обработка профилированным инструментом
Обработка непрофилированным инструментом
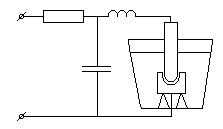
Схема электроискровой обработки изображена на рисунке. Достоинством обработки профилированным инструментом является возможность получения отверстий любой формы, которые определяются профилем инструмента (его поперечного сечения). Режимы обработки назначаются из интервала 10÷200 микросекунд с частотой 2÷5 МГц. Напряжение на электродах до 250 В.
Производительность метода на жёстких режимах от 1,5 до до10 мм3/сек. При этом шероховатость обработанной поверхности Rz=160÷140мкм.
Мягкие, то есть чистовые режимы, при производительности 0,001 мм3/сек обеспечивают шероховатость Ra=1,25÷0,16мкм. При жёстких режимах глубина дефектного слоя 0,2÷0,5 мм, при мягких режимах – 0,02÷0,05мм.
Для изготовления электродов инструмента используют медь и медные сплавы.
Основным недостатком метода является существенный износ инструмента, что приводит к погрешности формы обрабатываемых отверстий.
Отклонением формы изготовляемых деталей является конусность. Так как электроэрозия происходит не только по торцу инструмента, но и на его боковых поверхностях, обрабатываемое отверстие принимает коническую форму. Конусность определяется максимальным расстоянием, на котором ещё возможна электроэрозия.

Обработка непрофилированным инструментом заключается в использовании в качества электрода обычной проволоки. Обработка ведётся в среде диэлектрика. Система управления сообщает заготовке необходимое перемещение, которое соответствует профилю обрабатываемого отверстия. Это даёт возможность обрабатывать практически любые поверхности. При этом на заготовку подаётся положительный заряд, а на проволоку – отрицательный.

Недостатком данного метода является ещё больший расход материала инструмента, так как повторное его применение невозможно.
Электроимпульсная обработка
Электроимпульсная обработка осуществляется с помощью униполярных импульсов достаточной длительности, малого напряжения, но при большой плотности тока. Особенностью электроимпульсной обработки является обратное включение по сравнению с электроискровой, то есть инструмент является положительным электродом. При данном виде обработки относительный износ инструмента существенно меньше, чем при искровой. По отношению к износу обрабатываемой детали, износ инструмента составляет 0,5-1%.
Электроимпульсная обработка характеризуется высокой производительностью: до 3-х мм3/сек. Такой режим обеспечивает грубую обработку.
При мягких режимах (до 1 мм3/сек) шероховатость может достигать Rz=80÷20мкм, при глубине дефектного слоя 0,3÷0,5мм. На жёстких режимах при высокой производительности глубина дефектного слоя достигает нескольких миллиметров.
Электроимпульсная обработка применяется для получения больших полостей при изготовлении штампов.
Схема обработки

1 - электродвигатель
2 - импульсный генератор постоянного тока
3 - инструмент-электрод
4 - заготовка-электрод
5 - ванна