

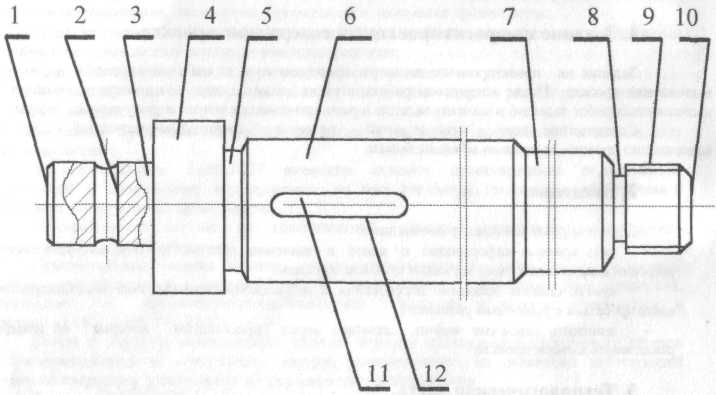
Ескіз деталі:
Таблиця 1
Позна- чення поверхні деталі |
Кіль-кість пов. |
Розмір, поле допуску і відхилення |
Допуск Т (мм) |
Шорст- кість Rа (мм) |
Призначення поверхні деталі |
1 |
2 |
3 |
4 |
5 |
6 |
Поверхня торця 1 |
1 |
L=360 h14(-1,4) |
1,4 |
12,5 |
Не сполучається, обмежує довжину деталі |
Поверхня отвору 2 |
1 |
Æ8H9(+0,036) |
0,036 |
3,2 |
Сполучається, служить для установки циліндричного штифта |
Зовнішня поверхня 3 |
1 |
Æ30 h6(-0,013) |
0,013 |
0,8 |
Сполучається, служить для установки радіального підшипника |
Зовнішня поверхня 4 |
1 |
Æ48* |
- |
- |
Розмір для довідок, по даному кресленню не обробляється |
Поверхня канавки 5 |
1 |
Æ39 h14(-0,62) |
0,62 |
12,5 |
Не сполучається, служить для виходу інструмента і зручності зборки |
Зовнішня поверхня 6 |
1 |
Æ40 h8(-0,039) |
0,039 |
1,6 |
Сполучається, служить для установки зубчастого колеса (зірочки, шківа) |
Зовнішня поверхня 7 |
1 |
Æ30
k6 |
0,013 |
0,8 |
Сполучається, служить для установки радіального підшипника |
Поверхня канавки 8 |
1 |
Æ18 h14(-0,43) |
0,43 |
12,5 |
Не сполучається, служить для виходу інструмента, що ріже, і зручності зборки |
Різьбова поверхня 9 |
1 |
M20*1,5-8g |
- |
6,3 |
Сполучається, служить для нагвинчування гайки при зборці |
Поверхня торця 10 |
1 |
L=360 h14(-1,4) |
1,4 |
12,5 |
Не сполучається, обмежує довжину деталі |
Дно паза 11 |
1 |
36 h11(-0,16) |
0,16 |
6,3 |
Сполучається, служить для установки шпонки призматичної |
Поверхня паза 12 |
1 |
8D10 |
0,058 |
3,2 |
Сполучається, служить для установки шпонки призматичної |
Визначаємо конструкторський код деталі по [12]:
71- клас деталей, тіла обертання типу валів;
5 - підклас, - тому що L/D>2, а зовнішня поверхня циліндрична;
5 – група, тому що зовнішня поверхня ступінчата без закритих уступів, з зовнішньою різьбою;
1 – підгрупа, тому що деталь не має центрального отвору;
4 – вид, тому що деталь має шпонковий паз на зовнішній поверхні й отвір поза віссю деталі.
Конструкторський код деталі: АБВГ.715514.ХХХ
.1.2. Технічні вимоги на деталь.
Аналізу піддаються всі технічні вимоги, викладені текстом над основним написом на кресленні, а також вимоги, проставлені умовними графічними зображеннями.
При виконанні необхідно:
- перевірити викладений текст на відповідність ДСТУ 2.316-68, (по стор.380 [10]);
- перевірити вимоги, проставлені на кресленні умовними графічними
зображеннями на відповідність ДСТУ 2.308-79, (по стор.90...95 [11]);
- замінити по можливості технічні вимоги, викладені текстом на графічні
зображення;
- занести всі технічні вимоги у відповідну графу таблиці для аналізу;
- призначити методи обробки, що дозволять реалізувати дані технічні вимоги, ґрунтуючись на свій виробничий досвід;
- проаналізувати, якими засобами виміру Можна контролювати виконання кожного з записаних технічних вимог.
Наприклад:
Таблиця 2.
П/п |
Зміст технічної вимоги |
Яким методом обробки можна забезпечити виконання |
Якими засобами виміру можна контролювати виконання вимог |
1 |
2 |
3 |
4 |
1. |
НВ=190...227 |
За технологією заготівельного цеху |
Пресс для контролю твердості по Бринеллю |
2. |
Овальність і конусность поверхні А не більш 0,007 мм |
Чистовим шліфуванням у центрах |
Кругломер мод. 290, прилад для контролю прямолінійності БВ-6065 |
3. |
Допуск радіального биття пов. А і Б щодо осі не більш 0,05 мм |
Чистовим шліфуванням у центрах |
Прилад для перевірки на биття в центрах мод. ПБ-500М с індикатором 2МІГ |
4. |
Незазначені граничні відхилення розмірів пов.14,Н14,Js14. |
Звичайними методами обробки за розробленою технологією |
Універсальними засобами і методами виміру |
.1.3. Якісний і кількісний аналіз технологічності конструкції деталі, установлення її технологічного і повного конструкторсько-технологічного коду.
Технологічність за ДСТ 18831-73 розглядається як сукупність властивостей конструкції виробу, що виявляються в можливості оптимальних витрат праці, засобів, матеріалів і часу при технічній підготовці виробництва, виготовленні, експлуатації і ремонті в порівнянні з відповідними показниками однотипних конструкцій виробів того ж призначення при забезпеченні встановлених значень показників якості в прийнятих умовах виготовлення, експлуатації і ремонту.
Під відпрацьовуванням конструкції виробу на технологічність розуміється комплекс заходів щодо забезпечення необхідного рівня технологічності конструкції виробу за встановленими показниками (за ДСТ 14.201-83 і ДСТ 14.205-83).
У курсовому проекті розглядаємо тільки окремі показники технологічності, що дозволяють судити про досягнення необхідного рівня.
При виконанні необхідно:
провести якісний аналіз технологічності конструкції;
провести кількісний аналіз технологічності конструкції;
зробити висновок про технологічність деталі в цілому і не технологічності окремих її елементів;
установити технологічний код деталі;
записати повний конструкторсько-технологічний код деталі.
Наприклад:
Роблячи аналіз технологічності конструкції деталі, з'ясовуємо, що в ній технологічно, а що не технологічно, тобто які утруднення можуть виникнути при її виготовленні в експлуатації.
Якісний аналіз.
Ретельно вивчивши креслення деталі, технічні вимоги на її виготовлення, параметри точності і шорсткості, властивостей матеріалу, установив, що:
- виключення механічної обробки деяких поверхонь шляхом застосування точного способу одержання заготовки недоцільно;
- конструкція деталі допускає можливість застосування продуктивного й економічного способу одержання заготовки, наприклад, чи штампуванням одержання поперечно-клиновою прокаткою;
- деталь не має поверхонь не зручних для обробки;
- деталь дозволяє застосувати високопродуктивні методи обробки, наприклад, точіння на верстатах із ЧПУ, гідро копіювальних напівавтоматах та ін.;
- деталь дозволяє використовувати прогресивні режими різання:
- на кресленні нанесені всі необхідні для виготовлення деталі розміри з параметрами точності і шорсткості, а їхній безпосередній вимір можливо звичайними засобами виміру;
- необхідні точність розмірів, точність геометричної форми і взаємного розташування поверхонь не викликають технологічних труднощів і можуть бути забезпечені на верстатах нормальної точності;
- твердість деталі достатня, тому що L/D<10...12.…12
Крім того, необхідно проаналізувати питання, до тієї чи іншої групи деталей і доповнити даний пункт; (стор.11...13…13[3])
Кількісний аналіз.
Кількісну оцінку технологічності конструкції робимо за наступними показниками:
- коефіцієнт уніфікації конструктивних елементів:
![]()
Qэ.- кількість елементів деталі, з яких вона складається (допускається підрахувати число основних розмірів, якими обмежена деталь;
Qу.е – кількість уніфікованих (стандартизованих) елементів деталі, що входять у Qэ (допускається підрахувати скількох розмірів із записаних раніше, входять у стандартні ряди чисел за ДСТУ 6636-69(Табл. 4.1. стр.87[10];
-
коефіцієнт використання матеріалу
заготовки:![]()
Мд. - маса деталі за даними креслення, кг;
Мз. – маса заготовки (обумовлена в розділі 7 даного проекту),кг;
- коэф.
точності обробки:![]()
Аср. - середній квалитет точності, обумовлений по формулі:
![]()
1, 2...17 - квалитет точності по якому виготовляється деталь;
n1,n2 … n17- кількість розмірів деталі, що виконується по відповідному квалитету.
У нашому випадку:
![]()
Тоді
![]()
-
коефіцієнт шорсткості обробки:![]()
Де: Бср.
- середня
шорсткість поверхонь деталі, що визначає
значення параметра Ra
у
мкм. Визначається по формулі:
![]()
0,1; 0,2...25 - параметри шорсткості поверхні за ДСТ 2789-73 відповідно з 3-го по 11-ий класи. Класи 1,2 і 12,13,14 не зазначені, тому що в нашій галузі зустрічаються рідко. У разі потреби, формулу нескладно розширити.
n1,n2 … n9 - кількість поверхонь, що мають шорсткість, що відповідає даному числовому параметру Ra.
У нашому
випадку:
![]()
Тоді:
![]()
Висновок: на підставі аналізу якісних показників і порівнянні кількісних показників з даними стор. 46...48 [13] робимо висновок, що деталь технологічна.
Формуємо технологічний код деталі.
постійна частина:
8И3 - зовнішній діаметр до 50, довжина 280 і найбільший діаметр центрального отвору 12,5; (табл.01 розділ 0 [14]);
04 - матеріал деталі сталь 40Х; (табл.04 розділ 0 [14]);
4 - деталь обробляється різанням; (табл.05 розділ 0 [14]);
перемінна частина:
31 - заготовка з некаліброваного прутка круглого перетину(табл.4.2 розділ 4[14]);
41– найвища точність зовнішніх поверхонь 6-й кв., найвища точність внутрішніх поверхонь 14-й кв.; (табл.4.3 розділ 4[14]);
5 – найменше значення Ra 0,2 мкм(табл.4.4 розділ 4[14]);
4 – допуск радіального биття 0,02 відноситься до 6-го ступеня точності(табл.5.2; 5.3; 5.4; 5.5 стр107…110[10]і табл.4,6 розділ 4[14]);
4 – без термообробки і покрить; (табл. роздягнув 4[14]);
М– маса деталі 4,3 кг; (табл. роздягнув 4[14]);
Повний технологічний код деталі: 8И3044.3141544М
Повний кострукторсько-технологічний код деталі: