

Примеры нанесения обозначений опор, зажимов и установочных устройств на схемах
Наименование |
Примеры нанесения обозначений опор, зажимов и установочных устройств |
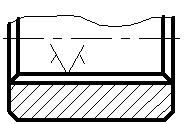
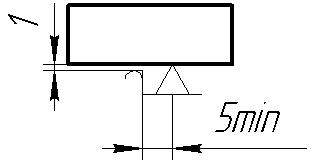
1. Центр неподвижный (гладкий) |
|
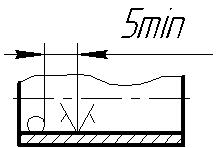
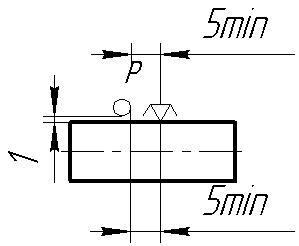
2. Центр рифленый |
|
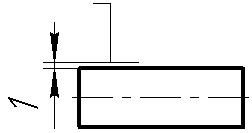
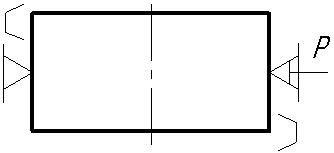
3. Центр плавающий |
|
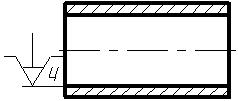
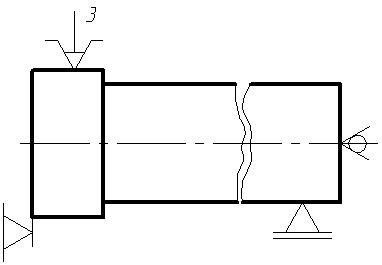
4. Центр вращающийся |
|
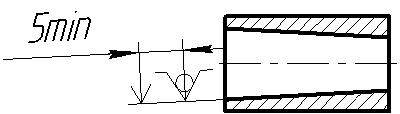
5. Центр обратный вращающийся с рифленой поверхностью |
|
Продолжение
Наименование |
Примеры нанесения обозначений опор, зажимов и установочных устройств |
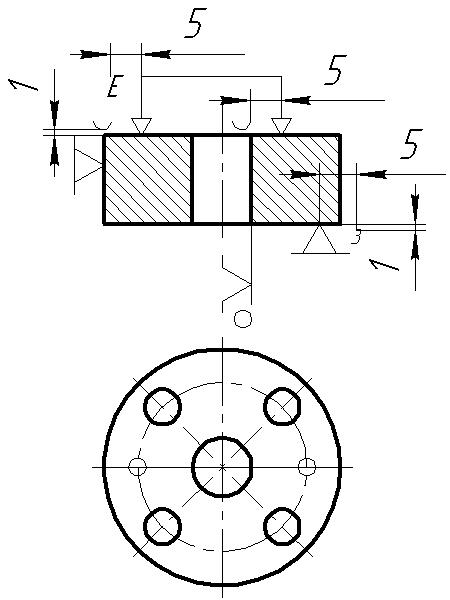
6. Патрон поводковый |
|
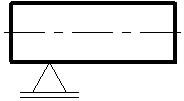
7. Люнет подвижный |
|
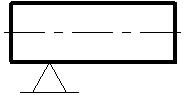
8. Люнет неподвижный |
|
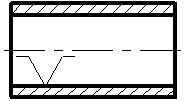
9. Оправка цилиндрическая |
|
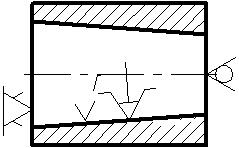
10. Оправка коническая, роликовая |
|
Продолжение
Наименование |
Примеры нанесения обозначений опор, зажимов и установочных устройств |
11. Оправка резьбовая, цилиндрическая с наружной резьбой |
|
12. Оправка шлицевая |
|
13. Оправка цанговая |
|
14. Опора регулируемая со сферической выпуклой рабочей поверхностью |
|
15. Зажим пневматический с цилиндрической рифленой рабочей поверхностью |
|
ПРИЛОЖЕНИЕ 2
Справочное
Примеры схем установов изделий
Описание способа установа |
Схема обозначения |
1. В тисках с призматическими губками и пневматическим зажимом |
|
2. В кондукторе с центрированием на цилиндрический палец, с упором на три неподвижные опоры и с применением электрического устройства двойного зажима, имеющего сферические рабочие поверхности
|
|
Продолжение
Описание способа установа |
Схема обозначения |
3. В трехкулачковом патроне с механический устройством зажима, с упором в торец, с поджимом вращающимся центром и с креплением в подвижном люнете.
|
|
4. На конической оправке с гидропластовым устройством зажима, с упором в торец на рифленую поверхность и с поджимом вращающимся центром
|
|
________________________
Паспортные данные металлорежущих станков
Токарно-винторезный станок 16К20
Наибольший диаметр обрабатываемой детали, мм:
над станиной – 400; над суппортом – 220;
Наибольшая длина обрабатываемого изделия – 2000 мм;
Высота резца, устанавливаемого в резцедержателе – 25 мм;
Мощность двигателя д = 10 кВт; КПД станка = 0,75;
Частота вращения шпинделя, мин – 1:
12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600;
Продольная подача, мм/об: 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1; 1,2; 1,4; 1,6; 2; 2,4; 2,8;
Поперечная подача, мм/об: 0,025; 0,03; 0,0375; 0,045; 0,05; 0,0625; 0,075; 0,085; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1; 1,2; 1,4;
Максимальная осевая составляющая силы резания, допускаемая механизмом подачи Рх = 600 кГс (6000 Н).