107. Основные операции, выполняемые электроэрозионным методом: шлифование, нанесение металлов,получение порошков, прошивание отверстий с криволинейной осью.
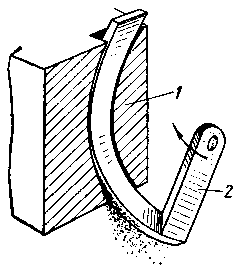
Рис. 12. Профилирование канавок резцов диском: 1 - диск; 2 - резец |
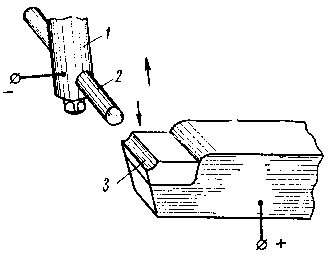
Профилирование стружколомающих канавок диском на твердосплавном инструменте (рис. 12). Производится при помощи тонкого вращающегося металлического диска, формирующего разряд на участках резца, подлежащих углублению, и облегчающего удаление продуктов электрической эрозии. Профилирование стружколомающих канавок неподвижным электродом (рис. 13). Производится аналогично предыдущим операциям, но электрод-инструмент, образующий канавку, вибрирует возвратно-поступательно с небольшой амплитудой. Шлифование. Удаление материала с поверх- ности шлифуемого изделия производится в результате действия импульсного искрового разряда, создаваемого между движущимся электродом – шлифовальным диском и поверхностью изделия-анода. |
Нанесение металлов (см. рис. 9.8). При определенных параметрах разрядной цепи электрический разряд в воздухе и газах сопровождается переносом некоторого количества материала анода на катод. Перемещая по поверхности изделия электрод, приводимый в колебательное движение вибратором, и создавая между электродами разряд, поверхность изделия покрывается тонким слоем металла.
|
Рис. 41.
Рис. 13. Профилирование канавок резцов: 1 - шпиндель станка; 2 - электрод; 3 - резец |
|
|
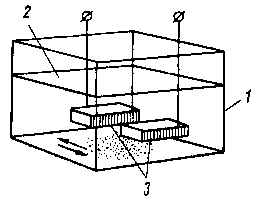
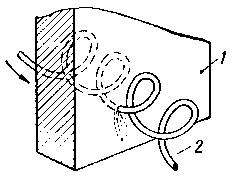
Получение порошков (рис. 14). Импульсный электрический разряд, разрушая в жидкой среде поверхности электродов, образует продукты разрушения в виде порошка с различной величиной зёрен, оседающих в жидкости. Прошивание отверстий с криволинейной осью (рис. 15 и 16). Производится аналогично предыдущим операциям прошивания отверстий и полостей, но катодный электрод имеет криволинейную форму, повторяемую в отверстии. |
Рис. 14. Получение порошков: 1 – ванна; 2 – рабочая жидкость; 3 - распыляемые электроды |
||
Рис. 15. Прошивание отверстия с криволинейной осью |
Рис. 16. Прошивание спирального отверстия: 1 – заготовка; 2 - электрод |
||