

Джерела нагрівання та
.pdfВ.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
який час припиняє своє існування − самообривається (див. рис.):
Для підтримання дуги, а, значить, і для зварювання необхідно подавати електрод в зону дуги з швидкістю, з якою він витрачається (розплавляється), тобто – швидкість подачі електрода в дугу повинна дорівнювати швидкості його плавлення в дузі: Vпод =Vпл .
Для цього використовуються системи автоматичного регулювання довжини дуги. Найпростіша з них реагує на зміну довжини дуги (тобто на падіння напруги на дузі).
Справді, згідно з принципом мінімуму Штейнбека для заданих умов напруженість електричного поля стовпа дуги – мінімально можлива, тобто Eст = min , тоді, при незмінних умовах, напруженість електричного поля є
постійна величина, отже: Eст = const
Але падіння напруги в стовпі пропорційне довжині стовпа, а враховуючи малу довжину (протяжність) катодної та анодної областей
~ 10−5...10−4 см, його можна вважати пропорційним довжині дуги (відста-
ні між електродами), тобто: |
Uст = Eст × Lд |
|
|
Крім того, при незмінних умовах, сума катодного та анодного падінь |
|||
напруги зберігається постійною: |
Uк + Uа = const . |
||
При таких умовах можна вважати, що падіння напруги на дузі є функ- |
|||
ція довжини дуги: |
U д = f (Lд ). |
||
|
|
|
|
Системи автоматичного регулювання швидкості подачі плавкого електрода в дугу влаштовувались таким чином, що, реагуючи на зміни падін-
151

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
ня напруги на дузі, автоматично змінювали швидкість подачі плавкого електрода в дугу так, щоб напруга на дузі підтримувалась постійною і, отже, так само постійною зберігалась і довжина дуги при безперервному розплавленні електрода. Важливими недоліками таких систем були висока чутливість до зовнішніх факторів, наприклад, спонтанних коливань напруги електромережі, та неможливість ефективного автоматичного керування при високих значеннях зварювального струму і, відповідно, великих швидкостях подачі плавкого електрода в дугу, що не дозволяло підвищувати продуктивність зварювальних робіт: накладало обмеження на величину зварювального струму (приблизно до 400А) та на максимальну товщину зварюваного за один прохід металу.
На початку сорокових років ХХ ст. видатним українським вченим В.І.Дятловим було відкрито принцип саморегулювання зварювальної дуги. Дослідним шляхом він встановив, а потім теоретично обґрунтував, що падіння напруги на дузі, а, значить, довжина дуги, сама по собі впливає на швидкість плавлення електрода і, таким чином, в широких межах постійних, незалежних від напруги на дузі, швидкостей подачі електрода дуговий процес автоматично (без сторонніх чинників) підтримується стабільним.
Тобто, автоматично, без зовнішніх впливів самою зварювальною дугою підтримується рівність швидкостей плавлення та подачі плавкого еле-
ктрода в дугу: Vпл =Vпод − без участі автоматичних регуляторів.
Іншими словами, дуга, як саморегульований механізм, ніби намагаючись зберегти своє існування, розплавляє плавкий електрод з такою швидкістю, з якою його подають в дугу. Виходить, що швидкість плавлення електрода сама собою підтримується рівною швидкості його подачі в дугу (при необмеженому живленні електрикою).
Нескладні, з сучасного погляду, експерименти, виконані В.І.Дятловим
152

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
в Інституті електричного зварювання під керівництвом Є.О.Патона, показали такі залежності:
Напруга на дузі |
Uд, В |
16 |
18 |
24 |
32 |
47 |
|
Продуктивність плавлення |
gе , Г/с |
9 |
8,5 |
7,5 |
5,6 |
2 |
|
електрода |
|||||||
|
|
|
|
|
|
||
Швидкість плавлення |
Vпл , м/год |
105 |
100 |
90 |
70 |
26 |
|
електрода |
|
|
|
|
|
|
Примітки: 1. Таблиця відтворена з оригіналу, написаного самим автором відкриття В.І. Дятловим в 1941 році.
2. Продуктивність плавлення електрода − це кількість (маса) матеріалу плавкого електрода, яку розплавляє дуга за одиницю часу.
Легко бачити, що при зміні напруги на дузі в три рази, продуктивність плавлення електрода змінюється в 4,5 рази, а швидкість плавлення ще бі-
льше − в 5 разів.
На жаль, на шляху повної і всебічної реалізації явища саморегулювання дуги є суттєва перешкода: неможливість необмеженого живлення дуги електрикою. В процес втручається джерело живлення дуги електричним струмом, можливості якого не безмежні. Таким чином, явище саморегулювання дуги є невіддільне від властивостей джерела живлення. При цьому головною для саморегулювання властивістю джерела живлення є те, скільки електричної енергії і як швидко може воно передати дузі. А це, в свою чергу, визначається вольт-амперною характеристикою (ВАХ) джерела живлення.
На основі виконаних дослідів, після логічного обміркування і теоретичного обґрунтування, В.І. Дятловим сформульовано принцип саморегу-
лювання зварювальної дуги (1942р.):
При постійних (заданих) вольт-амперних (ВАХ) характеристиках зварювальної дуги і джерела живлення, процеси в зварювальній зоні протікають в такому напрямку, щоб відновлювати усталений режим після будь-якого відхилення від рівноваги.
Відкриття виявилось настільки революційним і актуальним, що вже в
153
В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
1943 році, не дивлячись на труднощі воєнного стану, зварювальна техніка і технологія були повністю перебудовані і практично всі зварні шви товстостінних конструкцій, особливо, військової техніки виконувались апаратами, які використовували принцип саморегулювання. Але йшла світова війна, всі роботи були засекречені, до того ж СРСР в ті часи не був учасником жодних конвенцій про охорону авторських прав, через це патент на винахід саморегулювання було видано в 1948 р. в США американському досліднику Джеймсу Кеннеді, хоча фактом є те, що в 1948 р. майже всі зварювальні механізми в СРСР працювали за принципом саморегулювання і були відповідні публікації в науково-технічній літературі, де описувався цей принцип.
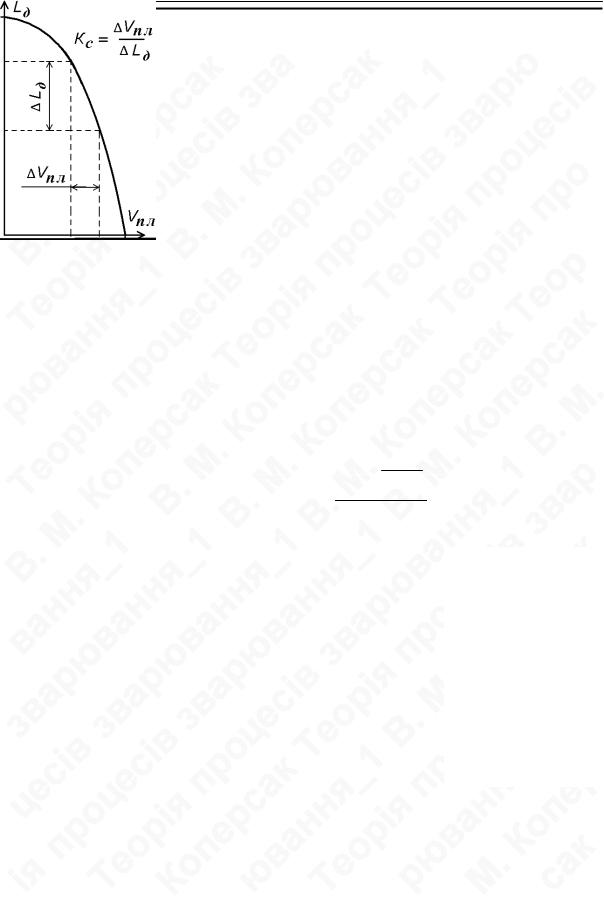
Але повернімось до теорії: аналізуючи отримані дослідні результати В.І.Дятлов запропонував ввести спеціальний показник:
коефіцієнт саморегулювання дуги: Kc = d Vпл [сек – 1 ], d Lд
це швидкість зміни швидкості плавлення електрода зі зміною довжини дуги, або він же, в кінцевих різницях (див. рис.):
Kc = Vпл
Lд
Досліди виявили, що при значеннях коефіцієнта саморегулювання Кс < 0,6 процес саморегулювання порушується; але, чим більше значення має коефіцієнт саморегулювання над цією величиною, тим краще відбувається процес саморегулювання дуги.
Далі подається методика аналізу процесу саморегулювання, запропонована В.І.Дятловим:
Помножимо чисельник і знаменник виразу для коефіцієнту саморегу-
154

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
лювання на величини, які, |
якщо дуга горить ( Iд > 0 , U д > 0 ), ніколи не |
||||||||||||
можуть бути рівними нулю: dIд ¹ 0 |
dUд ¹ 0 , Одержимо: |
||||||||||||
Kc = |
dVпл |
= |
dVпл × (d Iд × dUд ) |
|
|||||||||
|
|
d Lд × (d Iд × dUд ) |
|||||||||||
|
|
d Lд |
|
||||||||||
де: Iд – струм в дузі; |
Uд – падіння напруги на дузі. |
||||||||||||
Тепер розгрупуємо останній вираз так, щоб це було зручно для аналізу: |
|||||||||||||
|
|
|
|
|
|
|
|
||||||
|
|
dVпл |
dUд |
|
dIд |
|
|||||||
Kc = |
|
|
× |
|
|
× |
|
|
|||||
|
|
|
|||||||||||
|
|
d Iд |
|
dLд |
dUд |
||||||||
Таке розгрупування представляє коефіцієнт саморегулювання як добуток трьох похідних різного виду (вони для наочності взяті в дужки), що дає можливість провести окремий аналіз впливу кожного параметру (кожного співмножника) на коефіцієнт саморегулювання Кс :
1. Похідна швидкості плавлення електродного дроту
Vпл по струму в дузі: dVпл : d Iд
виконані В.І. Дятловим ґрунтовні дослідження показали, що залежність швидкості плавлення електроду
від струму в дузі практично лінійна (див. рис.): Відхилення вгорі викликане підігріванням вильоту електрода струмом, який по ньому проходить. Нахил прямої мало залежить від зовнішніх умов і, таким чином, ця похідна мало виливає на величину коефіцієнта саморегу-
лювання Кс , тому її можна вважати постійною: dVпл = const . d Iд
2. Похідна напруги на дузі dU |
д |
по довжині дуги: |
dU д |
– виявляється |
|
d Lд |
|||||
|
|
|
|||
|
|
|
|
теж постійною величиною. Це питання вже розглядалося вище: при незмінних зовнішніх умовах сума анодного і катодного падінь напруги є по-
155

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
стійна величина, тоді можна вважати, що похідна падіння напруги по до-
вжині дуги є напруженість електричного поля стовпа дуги: dUд = Ecт , dLд
але, відповідно до принципу мінімуму Штейнбека, напруженість електричного поля стовпа дуги повинна бути мінімально можливою для заданих умов: Ест = min , а, отже, це величина постійна: Eст = const . Тоді і похідна
буде величиною постійною: dUд = const dLд
Таким чином, виявляється, що коефіцієнт саморегулювання може бути представлений, як добуток деякої постійної величини (позначимо добу-
ток похідних: |
dVпл |
× |
dU д |
= C ) та похідної струму в дузі Iд по падінню на- |
|||||||||||
d Iд |
|
|
|||||||||||||
|
|
|
dLд |
|
|
|
|
|
|
||||||
пруги в ній |
dIд |
: |
|
|
Kc = C × |
d Iд |
|
|
|
|
|||||
|
|
|
|
|
|
||||||||||
|
|
dUд |
|
|
|
|
|||||||||
|
dUд |
|
|
|
|
|
|
|
|
||||||
3. Похідна струму в дузі I |
д |
по падінню напруги в ній |
dIд |
– легко |
|||||||||||
dUд |
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
бачити, що це є похідна вольт-амперної характеристики дуги {ВАХ дуги це залежність падіння напруги на дузі від величини дугового струму:
Uд = f (Iд )} і, таким чином виявляється, що при необмеженому живленні енергією, саморегулювання дуги визначається тільки її вольт-амперною характеристикою (ВАХ).
Насправді, джерело живлення дуги, звичайно ж, не може забезпечити таких умов і його зовнішні характеристики істотно впливають і на процес горіння дуги, і на процес саморегулювання.
Таким чином, аналіз В.І. Дятлова доводить, що коефіцієнт саморегу-
лювання є продукт вольт-амперних характеристик дуги і джерела жи-
влення, а саме явище саморегулювання зварювальної дуги є результат
156

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
взаємодії зовнішніх характеристик джерела живлення і вольт-
амперних характеристик дуги.
Аналіз виразу Kc = C × d Iд показує очевидним, що в ідеалі коефіці- dU д
єнт саморегулювання буде мати максимальні значення при умовах:
d Iд → ∞ та dUд → 0
Нижче, на рисунку суміщені типові вольт-амперні характеристики дуги (суцільні лінії – для різних значень довжини дуги L1 та L2 , причому:
L1 < L2 ) і типові види зовнішніх характеристик зварювальних джерел жив-
лення: 1 – круто-спадаюча, 2 – полого-спадаюча, 3 – з додатковим баластним реостатом, 4 – жорстка.
В зоні (А) спонтанне збурення у вигляді, наприклад, скорочення дуги (з будь-яких причин) приведе до переходу з характеристики L2 на характеристику L1 .
Такий перехід в зоні (А) для всіх чотирьох характеристик джерела живлення приводить до зменшення струму. А це, в свою чергу, приведе до зменшення швидкості плавлення електрода, що викличе спонтанне коротке замикання електрода об виріб і погасання дуги - саморегулювання НЕ працює.
Натомість в зоні (Б) і в зоні (В) - навпаки - аналогічний перехід приводить до збільшення струму і, відповідно, збільшення швидкості плавлення електрода. Збільшена швидкість плавлення електрода, в свою чергу, призведе до компенсації спонтанного зменшення довжини дуги. Саморе-
гулювання працює - збурення подолано.
Але таке можливо лише при високих значеннях струму в дузі і, відпо-
157

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
відно, високих значеннях густини струму. Отже, саморегулювання працює тим краще, чим більша густина струму в дузі.
Обмеженням на жорсткість (прямолінійність) зовнішньої характеристики джерела живлення є короткі замикання, якими завжди супроводжується процес зварювання. Струм джерела живлення при короткому замиканні значно зростає, але він не може бути необмеженим.
Саморегулювання здійснюється за рахунок зміни струму і напруги в дузі, відповідної до коливань довжини дуги. При спонтанному зменшенні довжини дуги, у випадку миттєвої невідповідності швидкостей плавлення електроду і його подачі в дугу, зменшується напруга на дузі, одночасно збільшується струм, що збільшує швидкість плавлення електроду і вирівнює (компенсує) невідповідність швидкостей подачі і плавлення.
І навпаки: при збільшенні довжини дуги збільшується напруга на дузі, але зменшується струм, що приводить до зменшення швидкості плавлення електроду і довжина дуги стабілізується – швидкості подачі і плавлення електроду знову вирівнюються.
Принципова різниця між автоматичним регулюванням і саморегулюванням дуги полягає в наступному:
У випадку автоматичного регулювання при зміні довжини дуги примусово змінюється швидкість подачі електроду, з тим щоб напруга і, отже, довжина дуги залишались незмінними. Напруга на дузі стабілізується, але швидкість подачі електрода і швидкість його плавлення задаються механізмом примусово, що приводить до некерованих змін струму в дузі. Таким чином регулювання дуги відбувається за рахунок зміни швидкості плавлення електроду, а отже, за рахунок зміни струму в дузі. Механізми з залежною (примусовою) швидкістю подачі електроду підтримують постійною напругу на дузі, але струм при цьому коливається у деяких межах.
При саморегулюванні використовуються механізми з незалеж-
158

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
ною(постійною) швидкістю подачі електроду. Струм дуги визначається швидкістю подачі електроду (яка залишається весь час постійною). При спонтанних змінах довжини дуги коливається в деяких межах відповідно до зовнішніх впливів напруга на дузі, але струм зберігається постійним.
Вибір тієї чи іншої схеми подачі плавкого електрода в дугу залежить від того наскільки успішно справляється система як з підтримуванням стабільності заданих параметрів режиму зварювання, так і з протидією випадковим збуренням, які можуть виникати внаслідок спонтанних змін напруги в електромережі, або некерованих змін довжини дуги при дефектах складання деталей під зварювання.
Серед практикуючих зварників з досвіду застосування різних схем подачі в дугу плавкого електрода при різних умовах склалася думка, що саморегулювання дугового зварювання достатньо успішно підтримує задані параметри процесу і протидіє зовнішнім чинникам при густині струму в дузі (1,2...1,4)×106 А/м2 (12…14) А/мм2. Це відповідає нижній границі зва-
рювального струму приблизно 150 А для електрода діаметром 2 мм, або
~350 А для електрода діаметром 3 мм, і т.д.. При менших значеннях струму ефективніше працюють системи автоматичного регулювання швидкості подачі плавкого електрода в дугу, слідкуючі за величиною напруги на дузі.
Крім того, застосування зварювальним апаратом тієї чи іншої схеми подачі плавкого електрода в дугу вимагає відповідної конструкції джерела електричного живлення дуги: для автоматичного примусового регулювання потрібне джерело живлення зі спадаючою або полого-спадаючою зовнішньою вольт-амперною характеристикою, а при застосуванні принципу саморегулювання - джерело живлення повинно мати жорстку або зростаючу зовнішню характеристику.
159

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
ТЕПЛОВІ ПРОЦЕСИ ПРИ ЗВАРЮВАННІ
Поняття температури, градієнту температур, теплового потоку, теплопередачі
Енергія, яка витрачається при зварюванні, розплавляє, або активує поверхні тіл, які з’єднуються, і потім розповсюджується в них.
Більша частина енергії витрачається при цьому на нагрівання зварюваних тіл: від 40...50% до 90...95% залежно від способу зварювання.
Кількість тепла, яка вноситься в тіла при зварюванні сильно впливає на формування кінцевої якості зварного з’єднання, зокрема визначає структурні зміни в металі, теплові деформації і напруження, короблення металу, а відтак і якість та працездатність зварної конструкції в цілому. Інтенсивне місцеве нагрівання при зварюванні приводить до вкрай нерівномірного розподілу температур в зварюваному металі і вимагає спеціальних методів для їх контролю та запобігання, головними з яких є попередні розрахунки теплового впливу джерел зварювального нагрівання, особливо ж визначення та прогнозування розподілу температур у зварюваних деталях. Саме цим методам присвячені подальші підрозділи.
Температура і тепловий потік, передача теплоти
Ступінь нагрітості тіла прийнято визначати особливим умовним показником, який називається температура.
Показник температури застосовують до статистичних тіл {які складаються з надвеликої кількості (число Авогадро) надмалих часток (атомів, молекул)}. Температура (Т) характеризує середню швидкість хаотичного теплового руху часток тіла, виходячи з кінетичної енергії цього руху (Е):
|
3 |
|
|
|
2 |
де: k – |
постійна Больцмана; m − маса частки; |
|||
Е = |
kT = |
mV |
||||||||
|
|
|
|
|||||||
|
V |
– середня квадратична швидкість руху |
||||||||
2 |
2 |
|
||||||||
|
|
|
|
|
|
частки в хаотичному тепловому русі. |
||||
Поняття температури застосовується для зручності описування тепло-
160