

Джерела нагрівання та
.pdfВ.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
Відповідно до визначення це і буде миттєва швидкість охолодження точок зварного шва позаду джерела тепла у випадку потужного зварювання пластин з повним проваром (схема ПШЛД). Дещо перетворимо цю залежність для зручнішого сприймання і отримаємо:
w = -2p × l × cr × (T - T0 )3 × s2
(q V )2
V )2
Нагадаємо, що в цій залежності використані: λ – коефіцієнт теплопровідності; cρ – об’ємна теплоємкість; T – задана температура; T0 – по-
чаткова температура (це може бути температура попереднього підігрівання пластин перед зварюванням); q – ефективна теплова потужність дуги, визначається з залежності: q = h × I зв ×U д , де: η – ефективний коефіцієнт корисної дії дуги; I зв – зварювальний струм; Uд− напруга на дузі; V – шви-
дкість зварювання; q V – погонна енергія зварювання; s – товщина плас-
V – погонна енергія зварювання; s – товщина плас-
тин, які зварюються.
Виведена залежність також показує, що з усіх параметрів на швидкість охолодження найбільше впливає початкова температура (температу-
ра попереднього підігрівання) − вона в знаменнику в третій степені; погонна енергія зварювання теж досить сильно впливає на швидкість охолодження, але в значно меншій мірі.
Розглянута теорія доводить, що для регулювання швидкості охолодження як при наплавленні масивних тіл, так і при зварюванні пластин, найбільшого ефекту можна досягнути шляхом зміни початкової температури виробу, тобто, температури попереднього підігрівання.
Погонна енергія зварювання менше впливає на швидкість охолодження і дає менше можливостей для регулювання, оскільки досить жорстко визначається матеріалом, який зварюється і типом виконуваного зварного з’єднання.
271

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
ПРОПЛАВЛЕННЯ ОСНОВНОГО МЕТАЛУ ЗВАРЮВАЛЬНОЮ ДУГОЮ
Показники і характеристики проплавлення
Проплавлення основного металу при зварюванні проводиться з метою з’єднання між собою зварюваних деталей. Зварні з’єднання можна розділити на дві групи:
1)З’єднання в яких зварювані деталі можна з’єднати без участі присадкового (допоміжного) металу (застосовується для металу малої товщини).
2)З’єднання, для виконання яких необхідний додатковий присадковий метал (застосовується для металу середньої і великої товщини).
В обох випадках теоретично необхідна для проплавлення основного
металу глибина могла б бути мінімальною (до десятих долів міліметра), але практично це недосяжно і насправді для виконання якісного з’єднання доводиться розплавляти досить значні об’єми металу. В будь-якому випадку слід всіма шляхами намагатись мінімізувати кількість основного металу, який розплавляється, бо зайве перегрівання приводить до розвитку таких шкідливих явищ, як температурні деформації, погіршення структури металу, утворення тріщин.
Основний (зварюваний) метал, який під час виконання зварного з’єднання перебуває в розплавленому стані називається зварювальна ванна. Зварювальна ванна обмежена ізотермічною поверхнею, яка відповідає температурі плавлення (Tпл ).
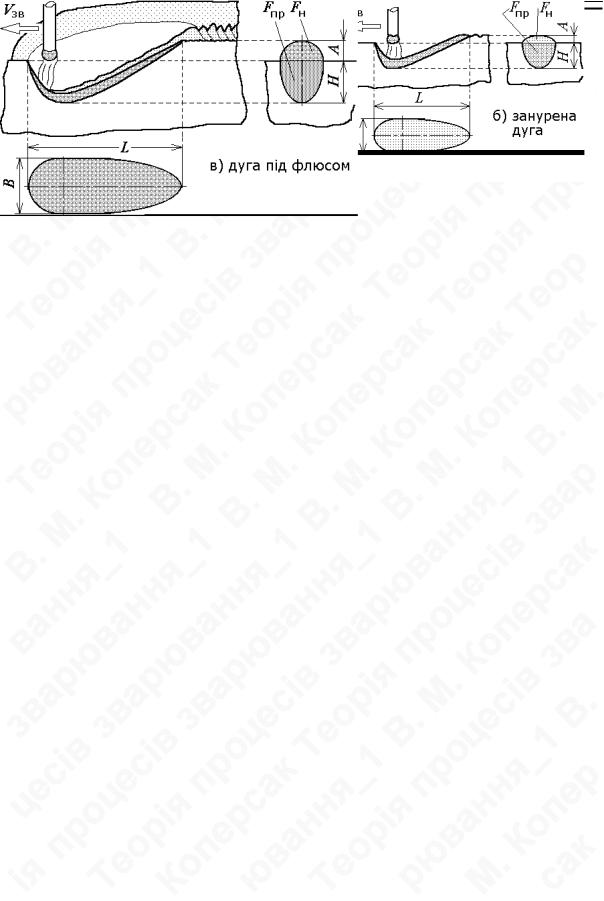
Залежно від умов та параметрів ведення процесу можливі різні форми проплавлення основного металу, назви яких історично склались відповідно до головних характерних особливостей горіння дуги при дуговому зварюванні (див. рис.):
272
В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
а) поверхнева дуга – найчастіше зустрічається при наплавленні і при зварюванні в середовищі вуглекислого газу ( CO2 ).
б) заглиблена (занурена) дуга – найчастіше зустрічається при зварюванні покритими електродами.
в) дуга під флюсом – найчастіше зустрічається, відповідно, при механізованому дуговому зварюванні з використанням зварювальних флюсів.
Так склалося історично, що для характеристики розмірів і форми зварювальної ванни (див. рис.) використовуються такі показники:
L – |
довжина ванни; |
B – |
ширина ванни; |
|||
Fн – |
площа наплавлення; |
Fпр |
– |
площа проплавлення; |
||
A – |
посилення шва; |
H – |
глибина проплавлення (провару). |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Обриси зварювальної ванни і, відповідно, характеристики проплавлення основного металу описують наступними параметрами:
− відносна глибина проплавлення: ε |
|
= |
H |
|
пр |
B |
|||
|
|
|||
|
|
|
273

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
− |
коефіцієнт форми провару: |
yпр |
= |
|
|
B |
|
|
|||||
|
H |
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||
− |
коефіцієнт повноти проплавлення: mпр = |
|
|
|
|
Fпр |
|||||||
|
H |
× B |
|||||||||||
|
|
|
|
|
|
|
|
||||||
− |
коефіцієнт висоти наплавлення: |
eн = |
A |
|
|
|
|
||||||
B |
|
|
|||||||||||
|
|
|
|
|
|
|
|||||||
− |
коефіцієнт форми валика: |
yв = |
В |
|
|
|
|||||||
|
|
|
|||||||||||
|
|
|
|
|
|
|
А |
|
|
||||
− |
коефіцієнт повноти валика: |
mв = |
|
|
|
|
Fн |
|
|
||||
|
|
A× B |
|||||||||||
|
|
|
|
|
|||||||||
Теоретичне визначення форми, розмірів та параметрів зварювальної ванни зводиться до побудови ізотермічної поверхні, або хоча б ізотерміч-
ної лінії на поверхні виробу, яка відповідала б температурі плавлення Tпл
матеріалу, який підлягає зварюванню. Для цього використовуються відомі з теорії типові схеми розрахунків температурних полів при зварюванні (їхні теоретичні засади були докладно описані вище).
Параметри проплавлення при малопотужному напла-
вленні і зварюванні масивних виробів
В цьому випадку використовується типова схема розрахунків «Рухоме точкове джерело тепла на поверхні напівобмеженого тіла з адіабатичною границею» (РТД).
Приріст температури в будь-якій точці тіла визначається при цьому
|
|
(T - T )= |
q |
− |
V |
(x +R ) |
|
|
|
|
|
|
|||||
такою залежністю: |
e 2a |
, |
||||||
2pl R |
||||||||
|
|
o |
|
|
|
|
||
|
|
|
|
|
|
|
||
де: T – температура в заданій точці тіла; |
|
|
|
|
||||
T0 – |
початкова температура (це може бути температура попереднього |
|||||||
|
підігрівання, або, у випадку досліджень високотемпературної |
|||||||
|
області, іноді приймається рівню нулю); |
|
||||||
q – |
ефективна теплова потужність дуги: |
q = ηI звUд , |
||||||
274

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
|
η – ефективний коефіцієнт корисної дії дуги, |
|
|
I зв – зварювальний струм, |
Uд – напруга на дузі; |
V – |
швидкість зварювання; |
λ – коефіцієнт теплопровідності; |
R – |
радіус-вектор заданої точки в прямокутній системі координат: |
|
R2 = x2 + y2 + z2 ; a – коефіцієнт температуропровідності.
Типовий вигляд розподілу температур для цього випадку та схема побудови ізотерм зображені тут на рисунку.
Ізотермічна поверхня являє собою тіло обертання (еліпсоїд), утворене обертанням поверхневої ізотермічної лінії навколо осі OX і аналітично в явному вигляді з наведеної залежності не знаходиться. Можемо знайти
крайні точки поверхневої ізотерми плавлення на осі OX : |
|
|
|
|||
На поверхні вздовж осі OX координати: z = 0 |
i y = 0 , отже R2 = x2 , |
|||||
|
|
q |
- |
V |
(x+ x) |
|
|
= |
|
||||
тоді приріст температури визначить залежність: T |
|
|
e 2a |
|||
|
|
|||||
пл |
|
2πλ| x | |
|
|
|
|
|
|
|
|
|
||
Ця залежність може бути розбита на дві самостійні формули:
|
|
|
|
q |
- |
V |
×xпп |
|
− попереду дуги, де x |
|
|
T = |
|
||||
пп |
= x : |
|
|
e a |
||||
|
|
|||||||
|
|
пл |
2πλ| xпп | |
|
|
|
||
|
|
|
|
|
|
|
||
275

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
- |
позаду дуги, де xпз = −x , тоді e0 =1, отже: Tпл |
= |
q |
|
2pl | xпз | |
||||
|
|
|
індекси означають: пп – попереду дуги, пз - позаду дуги.
Підставляючи у ці залежності значення температури плавлення матеріалу, який зварюється, можна знайти відповідні точки і визначити довжи-
ну зварювальної ванни: |
|
|
L = хпп + хпз |
|
Ширина зварювальної ванни відповідає подвоєній ординаті ізотерми |
||||
температури плавлення: |
B = 2 yпл |
|||
|
|
|
|
|
Ордината yпл відповідає області, в якій максимальною є температура плавлення. Вона може бути знайдена відповідними процедурами (як для
точки екстремуму функції): ∂T = 0 , що являє собою досить трудомістку
¶x
операцію. Для полегшення можна використати номограми, наведені в кінці даного посібника в Додатках, або графічний чи графоаналітичний методи.
Площа проплавлення знаходиться як площа півкруга, окресленого ізо-
термою в площині ZOY : |
F = |
1 |
× p y |
2 |
= |
1 |
× p B 2 |
, або інакше: |
|
пл |
|
||||||
|
пр |
2 |
|
2 |
4 |
|
||
|
|
|
|
|
||||
F = |
πB2 |
де: B – ширина зварювальної ванни. |
, |
||
пр |
8 |
|
|
|
Параметри проплавлення при малопотужному зварю-
вання пластин за один прохід
В цьому випадку використовується типова схема розрахунків «Рухоме точкове джерело тепла в пластині з тепловіддачею» (РЛД).
Приріст температури в будь-якій точці тіла визначається в цьому ви-
|
|
|
|
V ×x |
|
|
|
|
|
|
|
|
|
|
|
|
|
q |
× e- |
|
|
|
V 2 |
|
b |
|
|||||
|
(T - T )= |
|
× K |
|
R × |
+ |
|
|
|||||||
падку такою залежністю: |
2a |
0 |
|||||||||||||
|
|
|
|
||||||||||||
|
0 |
2pls |
|
|
|
|
2 |
|
|
|
|
||||
|
|
|
|
|
|
4a |
|
a |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
||||
де: T - температура в заданій точці тіла;
276

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
T0 − початкова температура (це може бути температура попере-
днього підігрівання).
q − потужність джерела тепла (для зварювальних розрахунків це ефективна теплова потужність джерела зварювального нагрі-
вання), наприклад, для електричної дуги: |
q = ηI зв U д , де: η − |
ефективний коефіцієнт корисної дії дуги, |
I зв − зварювальний |
струм, Uд − напруга на дузі;
R − радіус-вектор точки, для якої знаходиться приріст температу-
ри: R2 = x2 + y2 ( x, y − координати точки в рухомій системі координат);
V− швидкість руху джерела тепла (швидкість зварювання);
λ− коефіцієнт теплопровідності;
a − коефіцієнт температуропровідності; s − товщина пластин;
b – коефіцієнт температуровіддачі: b = 2α , cρs
α − коефіцієнт повної поверхневої тепловіддачі, cρ − об’ємна теплоємкість;
K0 (...) − функція Бесселя 2-го роду нульового порядку (від аргу-
менту в дужках). Значення її наведені в таблицях і відомі ряди, в які цю функцію можна розкласти (частково вони наведені в Додатках).
Аналітичні обчислення, навіть методом послідовних наближень, за участю функції Бесселя бувають досить переобтяжливі, через це користуються або графічними побудовами (див. рис. вище), або номограмами (М.М. Рикалін), побудованими для обчислення ширини зони, яка нагрівається до заданої температури, задаючи температуру плавлення Tпл .
277

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
Площу проплавлення знаходять аналогічно до попереднього, знаючи ординату ізотерми плавлення yпл : Fпр = 2 yпл × s = B × s
де: B – ширина зварювальної ванни B = 2 yпл.
Параметри проплавлення при потужному наплавленні
і зварюванні масивних тіл
В цьому випадку використовується типова схема розрахунків «Потужне швидкодіюче точкове джерело тепла на поверхні напівобмеженого тіла з адіабатичною границею» (ПШТД).
Приріст температури в будь-якій точці тіла визначається в цьому
|
|
(T −T )= |
q |
− |
R2 |
|
|
|
|
|
|||||
випадку такою залежністю: |
e 4at , |
||||||
2πλVt |
|||||||
|
|
0 |
|
|
|
||
|
|
|
|
|
|
||
де: T – |
температура в заданій точці тіла; |
|
|
|
|
||
T0 |
– початкова температура (це може бути температура попере- |
||||||
|
днього підігрівання, або, у випадку досліджень високотемпера- |
||||||
|
турної області, іноді приймається рівню нулю); |
||||||
q – |
ефективна теплова потужність дуги: |
q = ηI звUд, |
|||||
η – |
ефективний коефіцієнт корисної дії дуги, |
||||||
I зв – зварювальний струм, |
Uд – напруга на дузі; |
||||||
λ – |
коефіцієнт теплопровідності; |
|
|
|
|
||
R – |
радіус-вектор заданої точки в прямокутній системі координат: |
||||||
|
R 2 = y 2 + z 2 ; |
|
|
|
|
|
|
V – |
швидкість зварювання; |
|
|
|
|
||
a – |
коефіцієнт температуропровідності; |
|
|
|
|||
t– час, який обчислюється з моменту, коли дуга проходить площину,
вякій знаходиться точка, для якої визначається температура.
Типова форма ізотерми на поверхні тіла і в глибині проплавлення
278

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
представлені на рисунку нижче:
Схеми розрахунків температурних полів, які застосовують потужні швидкодіючі джерела тепла вигідні тим, що дають змогу знаходити аналітичні рішення. В даному випадку для ізотерми на поверхні тіла координата z = 0 , а якщо знаходити довжину зварювальної ванни (вздовж осі OX ), то і
координата y = 0 , отже виявиться, що: |
T −T = |
q |
|
||
|
0 |
2πλVt |
|
|
Звідси, присвоюючи поточній температурі значення температури плавлення (T =Tпл ), можна знайти час існування зварювальної ванни:
tісн = |
q |
|
|
|
|
2πλV (Tпл −T0 ) |
|||||
|
|||||
А тепер, знаючи швидкість зварювання, можна легко обчислити дов- |
|||||
жину зварювальної ванни: L = V ×tісн , або: L = |
|
q |
|||
|
|
|
|||
2πλ(Tпл −T0 ) |
|||||
|
|
||||
Аналіз останнього отриманого рівняння спонукає зробити важливий висновок:
У випадку потужного зварювання чи наплавлення, коли швидкість зварювання перевищує швидкість розповсюдження теплоти в тілі, до-
вжина зварювальної ванни залежить тільки від параметрів режиму q ,
теплофізичних властивостей матеріалу ( λ,Tпл ) і початкової темпе-
ратури (T0 ) і не залежить від швидкості зварювання.
Ширину зварювальної ванни, застосовуючи схему ПШТД, можна
279
В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
знайти з наведеного раніше виразу для розрахунку максимальних темпера-
тур: |
Tmax - T0 = |
2q |
|
|
|
p × e × cr ×V |
× ymax2 |
||||
|
|
||||
де (крім уже наведеного): cρ – об’ємна теплоємкість ( c – питома теп- |
|||||
лоємкість, ρ - густина матеріалу; ( l = a × cr), |
a - коефіцієнт температуро- |
||||
провідності); e – |
число Непера (основа натуральних логарифмів). |
||||
Звідси можна знайти ординату ізотерми плавлення yпл , для точок якої температура плавлення Tпл якраз і буде максимальною досягнутою:
(Тпл = Тmax ): |
| yпл |= |
2q |
|
|
|
|
|
||||
πecρV (Tпл −T0 ) |
|
|
|||||||||
|
|
|
|
|
|
||||||
Або, враховуючи що |
1 |
» 0, 368 , і зробивши для зручності деякі пере- |
|||||||||
|
|||||||||||
|
e |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|||
творення можна записати таким чином: |
| yпл |= |
|
0, 368× q |
||||||||
p crV (T |
-T ) |
||||||||||
|
|
|
|
|
|
||||||
|
|
|
|
|
|
2 |
|
пл |
0 |
|
|
|
|
|
|
|
|
|
|
|
|
||
Ширина зварювальної ванни знаходиться, як і в попередніх випадках з рівності її подвоєній ординаті ізотерми плавлення: B = 2 yпл .
Площа проплавлення є площа півкруга, окресленого ординатою ізоте-
рми плавлення y |
|
(див. рис. вище: z |
|
= y |
|
): |
F = |
1 |
× py |
2 |
, або: |
|||||||||||
пл |
пл |
пл |
|
пл |
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
пр |
2 |
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
F = |
1 |
p × |
|
|
0,368 × q |
|
|
|
|
, звідси: |
|
|
||||||||
|
|
|
p crV |
|
|
|
|
|
|
|
|
|||||||||||
|
|
пр |
2 |
|
|
(T - T |
|
) |
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
2 |
|
пл |
0 |
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
F |
= |
|
0, 368 |
|
|
× |
q |
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
пр |
|
|
cr × (Tпл - T0 ) V |
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
Остання залежність приводить до ще одного важливого висновку:
площа проплавлення прямо пропорційна погонній енергії зварювання
q V та прямо пропорційна початковій температурі виробу ( −T0 в
V та прямо пропорційна початковій температурі виробу ( −T0 в
280