

Джерела нагрівання та
.pdfВ.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
знаменнику).
Початкова температура іноді може бути температурою попереднього підігрівання, а відтак, може складати сотні градусів і суттєво впливати на довжину зварювальної ванни, її об’єм, площу проплавлення основного металу і т. ін.
Параметри проплавлення при потужному зварюванні
пластин за один прохід
В цьому випадку використовується типова схема розрахунків «Потужне швидкодіюче лінійне джерело тепла в пластині з тепловіддачею» (ПШЛД).
Приріст температури в будь-якій точці тіла визначає наступна зале-
|
|
|
q |
|
− |
y 2 |
− bt |
жність: |
T − T0 = |
|
e |
4at |
|||
|
|
|
|
||||
|
|
Vs |
|
|
|
|
|
|
|
4πλ cρt |
|
|
|
|
|
де: T – температура в заданій точці тіла (поточна температура); |
|||||||
T – |
початкова температура (це може бути температура попереднього |
||||||
0 |
|
|
|
|
|
|
|
підігрівання, або, у випадку досліджень високотемпературної області, вона іноді приймається рівню нулю);
q − потужність джерела тепла (для зварювальних розрахунків це ефе-
ктивна теплова потужність джерела зварювального нагрівання), наприклад, для електричної дуги: q = ηI зв U д ,
281

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
η − ефективний коефіцієнт корисної дії дуги,
I зв |
− зварювальний струм, |
Uд − напруга на дузі; |
V – |
швидкість зварювання; |
s − товщина пластини; |
λ − коефіцієнт теплопровідності; cρ − об’ємна теплоємкість
( c – питома теплоємкість, ρ − густина матеріалу);
a− коефіцієнт температуропровідності a = l (cr);
(cr);
b− коефіцієнт температуровіддачі пластини: b = (2a) (cr × s),
(cr × s),
α − коефіцієнт повної поверхневої тепловіддачі (з огляду на досить малий час існування зварювальної ванни в рідкому вигляді – кілька секунд
– тепловіддачею часто нехтують, приймаючи b = 0 );
y − координата точки тіла, для якої знаходиться температура, віднос-
но джерела тепла;
t − час, відлік якого починається з моменту, коли джерело тепла проходить перетин, в якому знаходиться точка, для якої визначається температура.
Довжину зварювальної ванни (див. рис.) L знайдемо традиційно – як відстань між крайніми точками ізотерми плавлення, вздовж осі зварного шва OX (при цьому y = 0 , отже: e0 =1).
Вважаючи поточну температуру температурою плавлення T =Tпл ,
отримаємо час існування зварювальної ванни t = tісн .
282

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
При таких умовах залежність ПШЛД трансформується в наступну:
Tпл - T0 = |
|
|
|
|
q |
|
|
|
|
|
|
|
|
×1 , а звідси |
час |
|
існування |
зварювальної |
||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||
|
V × s × |
|
4p × l × cr ×tісн |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
ванни буде: |
|
|
|
|
tісн = |
|
|
|
|
|
|
|
|
q 2 |
|
|
|
|
|
|
|
. |
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- T |
|
)2 |
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
V 2 s 2 4pl cr(T |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
пл |
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Тепер можна знайти довжину зварювальної ванни, як L = tісн ×V , от- |
||||||||||||||||||||||||||||||||||||||||
же, довжина ванни буде: |
L = |
|
|
|
|
|
|
|
q 2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Vs 2 4pl cr(T - T )2 |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
пл |
o |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Ширину зварювальної ванни знайдемо з відомого виразу для макси- |
||||||||||||||||||||||||||||||||||||||||
мальних температур (одержаного з розв’язку рівняння ∂T = 0 , при умові |
||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
¶t |
|
|
|
|
||
відсутності тепловіддачі (b = 0 )): |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
T |
- T = |
2 |
× |
|
|
|
q |
|
, |
звідси: |
|
|
y |
max |
= |
|
|
2 |
|
× |
|
|
|
q |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
max |
0 |
|
pe |
|
Vscr2 ymax |
|
|
|
|
|
|
|
|
|
|
|
|
pe Vscr2(Tmax - T0 ) |
||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
Якщо вважати Tmax = Tпл , |
тоді |
ymax = yпл і, відповідно, |
B = 2 yпл , тоді |
|||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
ширина зварювальної ванни буде: |
B = |
2 |
|
× |
|
|
|
q |
|
|
|
|
|
|
|
, |
|
|
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||
|
|
pe |
Vscr(T |
|
|
- T ) |
|
|
|
|
||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
пл |
0 |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0, 484q |
|||||
або, зауваживши що |
2 |
|
|
|
= 0, 484 , одержимо: |
|
|
B = |
|
|
|
|
||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
pe |
|
|
|
|
Vscr(T |
- T ) |
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
пл |
0 |
|
|
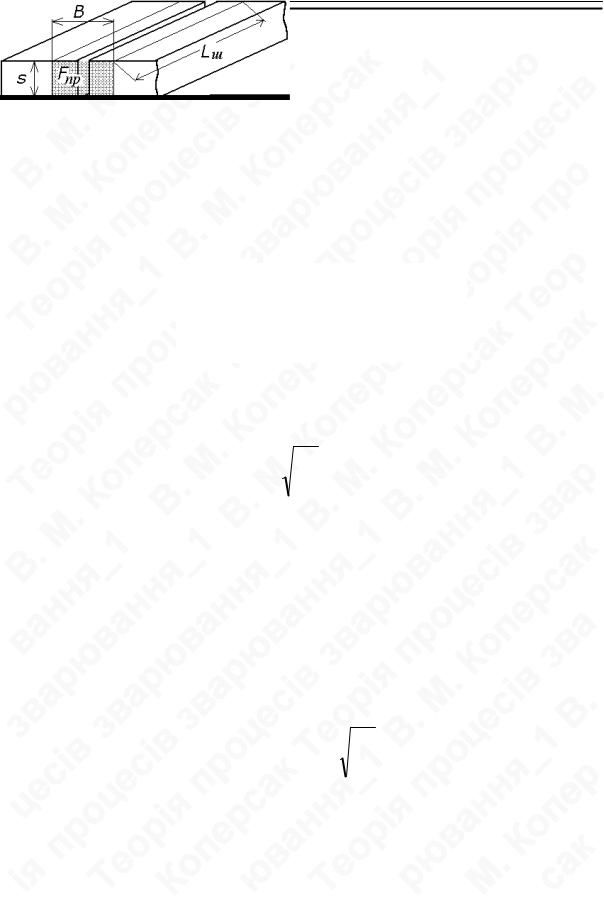
Площу проплавлення знайдемо, як площу прямокутника (див. рис. вище), обмеженого в пластині ізотермами температури плавлення (Tпл ):
F |
= B × s , або, після підстановок: |
F = |
0, 484 |
× |
q |
|
|
|
|
||||||
пр |
|
пр |
cr(Tпл - T0 ) V |
|
|||
|
|
|
|
||||
|
Як бачимо, і в цьому випадку площа проплавлення основного мета- |
||||||
лу дугою прямо пропорційна погонній енергії зварювання q V та поча-
V та поча-
тковій температурі виробу ( −T0 ) (це може бути температура попере-
283

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
днього підігрівання).
ТЕПЛОВА ЕФЕКТИВНІСТЬ ПРОЦЕСУ ПРОПЛАВЛЕННЯ
Аналітичні дослідження ефективності процесу проплавлення основного металу проводяться тільки для розрахункових схем потужних швидкодіючих джерел тепла, оскільки в інших випадках не удається виразити аналітично необхідні параметри в явному вигляді і, відповідно, вивести аналітичні залежності.
Теплова ефективність процесу проплавлення при по-
тужному наплавленні на масивне тіло (схема ПШТД)
Площа проплавлення ( Fпр ) визначається в цьому випадку, як показу-
валося вище, півкругом, окресленим радіусом, рівним глибині проплавлення ( H ). Очевидно, що при довжині зварного шва Lш в основному ме-
талі проплавляється об’єм Vпр , рівний об’єму пів-циліндра (див. рис.) з
площею основи Fпр і висотою Lш , тобто: Vпр = Fпр × Lш
Довжина шва може бути знайдена з залежності: Lш = V × tш ,
де: V – швидкість зварювання, tш – |
час виконання зварного шва. |
Кількість теплоти, яка витрачається на проплавлення цього об’єму ме- |
|
талу, може бути визначена так: |
Qпл = Fпр ×Vtш × r × Sпл |
де: ρ – густина матеріалу; |
|
Sпл – тепловміст розплавленого металу (це кількість тепла, нако-
пичена при розплавленні одиницею маси (включає в себе і приховану теплоту плавлення)).
284

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
З іншого боку, при горінні зварювальної дуги витрачається енергія, яка, як і для будь-якого провідника, визначається за законом Джоуля−Ленца: Qпов = I U tш,
де: I − зварювальний струм, U − напруга на дузі.
Теплову ефективність проплавлення характеризує повний тепловий коефіцієнт корисної дії ηпр , який є відношення енергії, витраченої на проплавлення основного металу до енергії, витраченої на горіння дуги:
hпр = |
Q |
= |
Fпр |
×V × tш |
× r × Sпл |
= |
q |
пл |
пл |
|
|
|
|
||||
Qпов |
|
I ×U × tш |
qпов |
|||||
|
|
|
|
|||||
В цій залежності кожна з енергій виявляється віднесеною до часу виконання зварного шва ( tш ), тому, замість того, щоб скорочувати на tш , во-
на може бути замінена відношенням потужностей: потужності проплавлення ( qпл ) до повної потужності дуги ( qпов ).
Але не вся енергія і, відповідно, потужність дуги витрачається на плавлення і нагрівання основного металу, частина розсіюється в навколишнє середовище у вигляді випромінювання, розбризкування рідкого металу, випаровування і т. ін. Долю потужності дуги, яка витрачається лише на нагрівання і плавлення основного металу, характеризує інший показник:
ефективний коефіцієнт корисної дії: ηеф = q qпов
qпов
де: q – ефективна теплова потужність дуги.
Ефективна теплова потужність дуги визначається експериментально для конкретних способів зварювання і умов горіння дуги і наводиться в довідковій літературі, або наводяться значення самого ефективного коефіцієнта корисної дії дуги для тих же умов.
На прогрівання області основного металу, яка власне проплавляється, і на переведення її в рідкий стан, в свою чергу, витрачається лише деяка
285

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
частина ефективної теплової потужності, решта - розходиться на перегрівання металу зварювальної ванни вище температури плавлення та на некорисне нагрівання основного металу внаслідок теплопровідності.
Цю частину характеризує
термічний коефіцієнт корисної дії дуги ( ηt ): ht = qпл  q
q
Термічний коефіцієнт корисної дії характеризує ефективність використання теплової енергії для місцевого нагрівання.
Очевидно, що: hпр = hеф × ht
Термічний коефіцієнт корисної дії дуги ( ht ) розглянемо докладніше.
Проплавлений дугою метал є окреслений поверхнею, де максимальна температура була температурою плавлення (Tпл ). Теоретично це пів-циліндр
(див. рис. вище) окреслений радіусом H – |
глибиною проплавлення. |
||||||||||||||||||
Відомо, що максимальні температури для схеми розрахунків ПШТД |
|||||||||||||||||||
визначаються з такої залежності: Tmax - T0 = |
|
|
q |
, |
|
|
|
||||||||||||
|
|
|
|
|
|
|
|||||||||||||
e × p |
×V × c r × r 2 |
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
де: |
T0 – |
початкова температура (це може бути температура попере- |
|||||||||||||||||
днього |
підігрівання); |
|
|
q |
– ефективна теплова потужність, |
|
q = hI зв U д , |
||||||||||||
η - ефективний коефіцієнт корисної дії дуги, |
I зв |
- зварювальний струм, |
|||||||||||||||||
Uд - напруга на дузі; V – |
швидкість зварювання; |
|
|
|
|
|
|
||||||||||||
cρ – об’ємна теплоємкість; |
e – основа натуральних логарифмів; |
||||||||||||||||||
r – |
радіус-вектор точки в рухомій системі координат ( r 2 = y 2 + z 2 ). |
||||||||||||||||||
Запишемо залежність для максимальних температур дещо інакше: |
|||||||||||||||||||
|
T |
|
- T = |
1 |
× |
|
q |
|
|
, або: |
pr 2 |
×V ×c r(T -T )= |
1 |
× q |
|||||
|
|
|
|
|
|
|
|
|
|
||||||||||
|
max |
0 |
e |
|
c r × pr |
2 |
|
|
2 |
|
|
max |
0 |
|
e |
||||
|
|
|
|
|
×V |
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
286

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
Вираз pr 2  2 якраз і є площею основи пів-циліндра, який нагрівався до максимальної температури Tmax (для наших умов r = H ).
2 якраз і є площею основи пів-циліндра, який нагрівався до максимальної температури Tmax (для наших умов r = H ).
Добуток цієї величини на швидкість зварювання (V ): (pr 2  2)×V – це є об’єм основного металу, всі точки якого за одиницю часу руху джерела тепла (наприклад, за 1 сек.) нагріваються до температури не меншої за Tmax .
2)×V – це є об’єм основного металу, всі точки якого за одиницю часу руху джерела тепла (наприклад, за 1 сек.) нагріваються до температури не меншої за Tmax .
Але тоді добуток: p r 2 ×V × c r(Tmax - T0 ) - означає кількість теплоти за
2
одиницю часу (тобто потужність) необхідну для нагрівання цього одинич-
ного об’єму рівномірно до температури Tmax . |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
Тепер підставимо |
сюди |
замість |
Tmax |
|
температуру |
плавлення |
||||||||||||||||||||||
Tmax =Tпл і замість радіуса-вектора r |
глибину проплавлення |
H : r = H . |
||||||||||||||||||||||||||
Одержимо модифіковану залежність: |
pH 2 |
×V × cr(T - T )= |
1 |
q |
||||||||||||||||||||||||
2 |
|
|
||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
пл |
0 |
|
е |
|
|
|
|
||
В лівій частині останньої рівності фігурують тепер глибина проплав- |
||||||||||||||||||||||||||||
лення ( H ), і температура плавлення (Tпл ), отже, це буде потужність |
||||||||||||||||||||||||||||
проплавлення ( q |
|
): |
p H 2 |
×V × c r(T |
- T |
)= q |
|
|
і, тоді буде: q |
|
= |
1 |
q |
|||||||||||||||
|
2 |
|
|
|
|
|
||||||||||||||||||||||
|
пл |
|
|
|
|
|
|
|
|
пл |
0 |
|
пл |
|
|
|
|
пл |
|
|
е |
|||||||
За визначенням термічний коефіцієнт корисної дії дуги це: ht |
= |
qпл |
, |
|||||||||||||||||||||||||
|
||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
q |
|
що означає: |
h |
t |
= |
qпл |
|
= |
1 |
× |
q |
= |
1 |
, тобто: h = |
1 |
= 0, 368 |
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
q |
|
|
e q |
|
e |
|
|
t |
|
|
e |
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
Таким чином, термічний коефіцієнт корисної дії дуги при наплав-
ленні на масивне тіло не може бути більшим за 0,368: ηt ≤ 0,368
287
В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
Теплова ефективність процесу проплавлення при потужному зварюванні пластин за один прохід (схема
ПЛШД)
Загальні судження в цьому випадку такі ж, як і в попередньому. Відмінності полягають в наступному:
Дугою в цьому випадку проплавляється в основному металі паралелепіпед з основою B × s і висотою Lш (див. рис.).
Максимальні температури Tmax для такої схеми обчислень визнача-
ються з відомої залежності ПШЛД (при умові нехтування тепловіддачею,
b = 0 ): |
T |
- T = |
2 |
× |
q |
|
|
|
|
||||
|
max |
0 |
pe |
Vcrs 2 ymax |
||
|
|
|
||||
де: T0 – |
початкова температура (це може бути температура попере- |
|||||
днього підігрівання); q – ефективна теплова потужність дуги: q = ηI зв U д ;
V – швидкість зварювання; |
s – товщина пластини; cρ – об’ємна теплоєм- |
ність; ymax – відстань від осі зварного шва до точки, в якій визначається |
|
максимальна температура. |
|
Підставляючи значення |
Tmax =Tпл , B = 2 y та перетворюючи, одер- |
жимо: |
V sB cr(T |
- T )= |
2 |
× q |
|
||||
|
пл |
0 |
pe |
|
|
|
|
||
Ліва частина цієї рівності, як і в попередньому випадку, являє собою енергію проплавлення за одиницю часу (потужність проплавлення) паралелепіпеда, окресленого ізотермою плавлення, тобто, потужність проплав-
288

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
лення q |
|
: V sB cr(T |
- T )= q |
|
, отже: q |
|
= |
2 |
× q |
пл |
пл |
пл |
|
||||||
|
пл |
0 |
|
|
p e |
||||
|
|
|
|
|
|
|
|
||
Відповідно до визначення термічний коефіцієнт корисної дії дуги:
ht |
= |
qпл |
, отже: |
ht = |
2 |
× |
q |
= |
2 |
= 0, 484 |
|
pe |
|
|
|||||||
|
|
q |
|
|
q |
pe |
||||
Таким чином, термічний коефіцієнт корисної дії дуги при зварю-
ванні пластин з повним проваром не може бути більшим за 0,484:
ηt ≤ 0,484
ОБ’ ЄМ ТА СЕРЕДНЯ ТЕМПЕРАТУРА ЗВАРЮВАЛЬНОЇ ВАННИ
Для аналітичної характеристики хімічних реакцій (металургійних процесів) в зварювальній ванні особливе значення мають такі її показники, як об’єм та температура. Об’єм рідкого металу характеризує кількісні співвідношення учасників металургійних реакцій: температура – їх кінцевий стан. Особливо великий вплив температури на процеси протікання металу-
ргійних взаємодій - відповідно до рівняння ізотерми хімічної реакції ВантҐоффа, константа рівноваги реакції є показова функція температури (докладніше про це див. у Частині 2).
Таким чином, аналітичне визначення об’єму та температури зварювальної ванни робить суттєвий крок на шляху можливості прогнозування кінцевого складу та властивостей металу зварного шва.
Про об’ єм зварювальної ванни
Об’ємом зварювальної ванни прийнято вважати об’єм металу,
обмежений ізотермічною поверхнею температури плавлення.
Аналітичний розгляд об’єму та середньої температури ванни провадять ґрунтуючись на схемах розрахунків температурних полів, які використовують потужні швидкодіючі джерела тепла, оскільки лише в цьому ви-
289

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
падку залежності між температурою та координатами і часом T = f (x, y, z, t ) задаються аналітично в явному вигляді.
Визначення об’єму та середньої температури зварювальної ванни проведемо на прикладі потужного наплавлення на масивне тіло.
Для теоретичного визначення температур в цьому випадку використовується типова схема розрахунків Потужного Швидкодіючого Точкового Джерела тепла на поверхні напівобмеженого тіла з адіабатичною границею (ПШТД). Нагадаємо, що за такою схемою розрахунків приріст температури на ізотермі плавлення визначається залежністю:
|
|
|
|
|
|
q |
|
− |
R 2 |
|
|
|
|
(T −T )= |
|
|
|
|
|||
|
|
|
|
|
e 4 a t |
|||||
|
|
|
|
|
|
|||||
|
|
|
пл |
0 |
2πλV t |
|
|
|||
|
|
|
|
|
|
|
|
|
||
де: Tпл |
– |
температура плавлення матеріалу тіла; |
||||||||
T0 |
– |
початкова температура (це може бути температура попере- |
||||||||
|
днього підігрівання); |
|
|
|
|
|
|
|
||
q – |
ефективна теплова потужність дуги: q = η I звUд, η – ефектив- |
|||||||||
|
ний коефіцієнт корисної дії дуги, I зв – зварювальний струм, |
|||||||||
|
U д – напруга на дузі; |
|
|
|
|
|
|
|
||
λ − коефіцієнт теплопровідності; |
|
V − швидкість зварювання; |
||||||||
R – |
|
радіус-вектор заданої точки в прямокутній системі координат: |
||||||||
|
R 2 = y 2 + z 2 ; |
a – |
коефіцієнт температуропровідності; |
|||||||
t– час, який обчислюється з моменту проходження дуги площини, де знаходиться точка, для якої визначається температура;
Ізотермічна поверхня являє собою тіло обертання (еліпсоїд), утворене обертанням навколо осі OX ізотерми плавлення (див. рис.).
290