

Методички / Курс деталей машин
.pdfЗадача №4
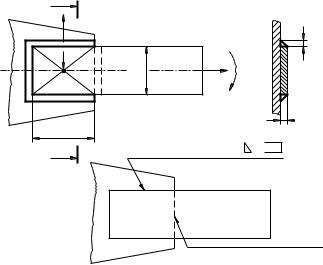
Рассчитать длины фланговых швов нахлёсточного сварного соединения
уголка с косынкой. Сварка ручная электродуговая.
A |
|
|
l1 |
|
A - A |
|
|
|
|
k |
|
|
F |
z |
|
|
0 |
|
b |
c |
l2 |
ГОСТ 5264-80-H1- |
k |
A
Наименование параметра |
|
|
Вариант |
|
|
||
1 |
2 |
3 |
4 |
5 |
6 |
||
|
|||||||
Растягивающая сила F, кН |
12 |
16 |
20 |
30 |
45 |
150 |
|
Номер уголка |
5 |
5,6 |
6,3 |
8 |
9 |
10 |
|
Толщина полки t, мм |
3 |
4 |
5 |
7 |
8 |
12 |
|
Марка материала – сталь |
Ст2 |
Ст3 |
Ст2 |
Ст4 |
Ст5 |
09Г2 |
|
Марка электрода |
Э42 |
Э42А |
Э50 |
Э42 |
Э50 |
Э50А |
|
Коэффициент асимметрии цикла R |
0 |
–1 |
–0,5 |
+0,5 |
–1 |
+1 |
|
Примечания. 1. В таблице задано максимальное значение нагрузки. 2. Катет шва k принять по толщине полки уголка. 3. Длины швов l1 и l2 рассчитать по расстояниям до центра тяжести уголка.
Задача №5
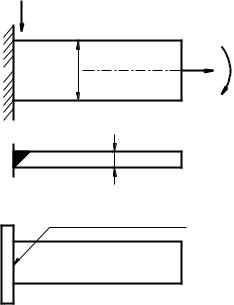
Проверить прочность сварного соединения внахлестку по незамкнутому
контуру лобовым и короткими фланговыми швами. Сварка ручная электродуговая.
A
Q |
c |
l |
A
b
|
A - A |
|
k |
F |
|
M |
|
|
δ |
ГОСТ 5264-80-H1- |
k |
Наименование параметра |
|
|
Вариант |
|
|
||
1 |
2 |
3 |
4 |
5 |
6 |
||
|
|||||||
Растягивающая сила F, кН |
0 |
10 |
0 |
30 |
0 |
4 |
|
Поперечная сила Q, кН |
0 |
6 |
0 |
0 |
30 |
8 |
|
Момент М, Н·м |
130 |
0 |
250 |
160 |
0 |
110 |
|
Длина лобового шва b, мм |
40 |
45 |
50 |
60 |
65 |
70 |
|
Толщина листа δ, мм |
6 |
7 |
8 |
10 |
5 |
12 |
|
Длина фланговых швов l, мм |
15 |
20 |
20 |
25 |
25 |
30 |
|
Катет шва k, мм |
3 |
3 |
4 |
8 |
4 |
10 |
|
Марка материала – сталь |
Ст5 |
09Г2 |
16ГС |
Ст3 |
Ст1 |
10ХСНД |
|
Марка электрода |
Э42 |
Э50 |
Э42А |
Э42 |
Э42А |
Э50А |
|
Коэффициент асимметрии цикла R |
0 |
+0,5 |
–1 |
–0,5 |
0 |
+1 |
|
Примечание. В таблице заданы максимальные значения нагрузок.
Задача №6
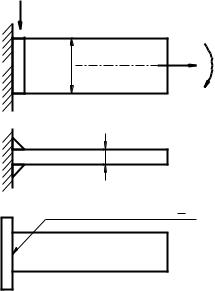
Проверить прочность сварного соединения внахлёстку по замкнутому
контуру. Сварка ручная электродуговая.
A |
|
|
A - A |
|
y |
|
|
||
|
|
k |
||
|
|
|
||
Q |
|
F |
|
|
|
b |
|
||
c |
M |
|||
|
||||
|
|
|
δ |
|
l |
|
|
|
|
|
ГОСТ 5264-80-H1- |
k |
||
A |
|
|
|
|
ГОСТ 5264-80-H1-  k
k
Наименование параметра |
|
|
Вариант |
|
|
||
1 |
2 |
3 |
4 |
5 |
6 |
||
|
|||||||
Растягивающая сила F, кН |
32 |
0 |
38 |
0 |
60 |
45 |
|
Поперечная сила Q, кН |
14 |
0 |
16 |
0 |
20 |
80 |
|
Момент М, Н·м |
0 |
360 |
0 |
270 |
0 |
140 |
|
Длина лобового шва b, мм |
35 |
40 |
45 |
50 |
55 |
60 |
|
Толщина листа δ, мм |
5 |
6 |
7 |
8 |
12 |
10 |
|
Длина фланговых швов l, мм |
50 |
55 |
60 |
65 |
70 |
75 |
|
Катет шва k, мм |
5 |
5 |
6 |
6 |
10 |
8 |
|
Марка материала – сталь |
09Г2 |
16ГС |
10ХСНД |
Ст3 |
Ст1 |
Ст5 |
|
Марка электрода |
Э50 |
Э42 |
Э42А |
Э50А |
Э42 |
Э50А |
|
Коэффициент асимметрии цикла R |
0 |
–1 |
+0,5 |
–0,5 |
–1 |
+1 |
|
Примечание. В таблице заданы максимальные значения нагрузок.
Задача №7
Проверить прочность таврового сварного соединения полосы со стенкой
стыковым швом.
Q






 b
b
F
M
δ
ГОСТ 5264-80-T6 |
Наименование параметра |
|
|
Вариант |
|
|
||
1 |
2 |
3 |
4 |
5 |
6 |
||
|
|||||||
Растягивающая сила F, кН |
20 |
10 |
15 |
25 |
0 |
45 |
|
Поперечная сила Q, кН |
8 |
0 |
10 |
12 |
40 |
18 |
|
Изгибающий момент М, Н·м |
0 |
200 |
250 |
0 |
290 |
345 |
|
Ширина полосы b, мм |
40 |
45 |
50 |
55 |
60 |
80 |
|
Толщина полосы δ, мм |
5 |
6 |
7 |
8 |
10 |
16 |
|
Марка материала – сталь |
Ст3 |
Ст2 |
Ст1 |
Ст5 |
09Г2 |
10ХСНД |
|
Марка электрода |
Э50 |
Э42 |
Э50А |
Э42А |
Э50 |
Э42 |
|
Коэффициент асимметрии цикла R |
0 |
–0,5 |
–1 |
+0,5 |
–1 |
+1 |
|
Примечание. В таблице заданы максимальные значения нагрузок.
Задача №8
Проверить прочность таврового сварного соединения полосы со стенкой
угловыми швами.
Q






 b
b
F
M
δ
ГОСТ 5264-80-T3-  k
k
Наименование параметра |
|
|
|
Вариант |
|
|
|
1 |
2 |
3 |
|
4 |
5 |
6 |
|
|
|
||||||
Растягивающая сила F, кН |
10 |
6 |
0 |
|
20 |
0 |
15 |
Поперечная сила Q, кН |
8 |
0 |
4 |
|
12 |
15 |
7 |
Изгибающий момент М, Н·м |
0 |
100 |
110 |
|
0 |
215 |
155 |
Ширина полосы b, мм |
65 |
40 |
45 |
|
50 |
60 |
80 |
Толщина полосы δ, мм |
6 |
7 |
8 |
|
10 |
12 |
16 |
Катет шва k, мм |
4 |
5 |
6 |
|
8 |
10 |
12 |
Марка материала – сталь |
Ст3 |
Ст4 |
Ст5 |
|
09Г2 |
16ГС |
10ХСНД |
Марка электрода |
Э42 |
Э42А |
Э50 |
|
Э50 |
Э42 |
Э50А |
Коэффициент асимметрии цикла R |
0 |
+0,5 |
–1 |
|
–0,5 |
0 |
+1 |
Примечание. В таблице заданы максимальные значения нагрузок.

Задача №9
Проверить прочность таврового сварного соединения трубы со стенкой
стыковыми швами.
δ |
|
|
d |
F |
|
M |
||
|
||
|
T |
ГОСТ 5264-80-T6 |
Наименование параметра |
|
|
Вариант |
|
|
||
1 |
2 |
3 |
4 |
5 |
6 |
||
|
|||||||
Растягивающая сила F, кН |
30 |
0 |
40 |
50 |
60 |
25 |
|
Крутящий момент Т, Н·м |
120 |
200 |
0 |
195 |
0 |
220 |
|
Изгибающий момент М, Н·м |
0 |
120 |
160 |
0 |
200 |
150 |
|
Диаметр трубы d, мм |
40 |
45 |
50 |
60 |
70 |
102 |
|
Толщина трубы δ, мм |
3 |
3 |
4 |
6 |
8 |
10 |
|
Марка материала – сталь |
Ст3 |
Ст4 |
Ст5 |
Ст1 |
09Г2 |
16ГС |
|
Марка электрода |
Э42 |
Э50 |
Э42А |
Э42 |
Э50 |
Э50А |
|
Коэффициент асимметрии цикла R |
+0,5 |
–1 |
0 |
–0,5 |
–1 |
+1 |
|
Примечание. В таблице заданы максимальные значения нагрузок.
Задача №10
Проверить прочность таврового сварного соединения трубы со стенкой
угловым швом.
k |
|
|
d |
F |
|
M |
||
|
||
|
T |
ГОСТ 5264-80-T1- |
k |
Наименование параметра |
|
|
Вариант |
|
|
||
1 |
2 |
3 |
4 |
5 |
6 |
||
|
|||||||
Растягивающая сила F, кН |
0 |
20 |
16 |
0 |
25 |
40 |
|
Крутящий момент Т, Н·м |
80 |
60 |
0 |
100 |
0 |
115 |
|
Изгибающий момент М, Н·м |
120 |
0 |
90 |
210 |
110 |
280 |
|
Диаметр трубы d, мм |
40 |
45 |
50 |
60 |
70 |
102 |
|
Катет шва k, мм |
3 |
4 |
4 |
6 |
8 |
10 |
|
Марка материала – сталь |
Ст3 |
Ст5 |
10ХСНД |
Ст2 |
16ГС |
09Г2 |
|
Марка электрода |
Э42 |
Э50 |
Э42А |
Э50А |
Э42 |
Э50 |
|
Коэффициент асимметрии цикла R |
0 |
+0,5 |
–0,5 |
–1 |
0 |
+1 |
|
Примечание. В таблице заданы максимальные значения нагрузок.
Задача №11
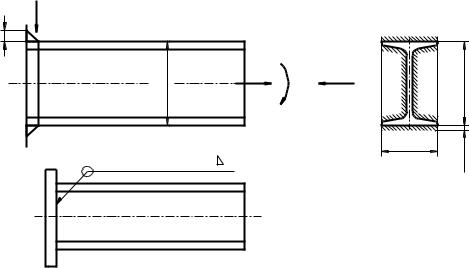
Проверить прочность таврового сварного соединения фасонного проката со
стенкой угловыми швами.
Q |
|
|
A |
|
k |
|
|
|
|
|
|
|
|
|
h |
F |
|
A |
h |
|
M |
|
||
|
|
|
|
|
|
|
|
b |
0,7k |
ГОСТ 5264-80-T1- |
k |
|
|
Наименование параметра |
|
|
Вариант |
|
|
|
||
1 |
2 |
3 |
4 |
|
5 |
|
6 |
|
|
|
|
||||||
Растягивающая сила F, кН |
40 |
20 |
0 |
80 |
|
0 |
|
90 |
Поперечная сила Q, кН |
60 |
80 |
0 |
0 |
|
100 |
|
70 |
Изгибающий момент М, Н·м |
0 |
0 |
2000 |
1500 |
|
2500 |
|
2850 |
Номер двутавра |
10 |
14 |
12 |
16 |
|
18 |
|
20 |
Марка материала – сталь |
Ст2 |
Ст3 |
Ст4 |
Ст5 |
|
16ГС |
|
09Г2 |
Марка электрода |
Э42 |
Э42А |
Э50 |
Э50А |
|
Э42 |
|
Э50 |
Коэффициент асимметрии цикла R |
–0,5 |
–1 |
+0,5 |
0 |
|
+0,5 |
|
+1 |
Примечания. 1. В таблице заданы максимальные значения нагрузок. |
2. |
Катет шва k |
||||||
принимать в зависимости от толщины стенки двутавра.

Лекция №5
Тема 5: Резьбовые соединения
5.1. Классификация резьб
Соединение деталей при помощи резьбы является одним из старейших и наиболее распространённых видов разъёмных соединений - около 60% деталей машин имеют резьбу. Резьбовая поверхность образуется путем вращения по винтовой линии геометрической фигуры абв, называемой профилем,
относительно оси ООʹ так, чтобы плоскость профиля проходила через эту ось
(рис. 5.1). |
O |
|
 б
б
а 
 в
в
O'
Рис. 5.1. Резьбовая поверхность Принята классификация по следующим признакам:
1)по форме профиля различают: треугольные, прямоугольные,
трапецеидальные и круглые резьбы;
2) по числу профилей различают резьбы: однозаходную, двухзаходную,
трехзаходную;
3)по направлению винтовой линии: правую и левую резьбы;
4)по форме основной поверхности: цилиндрические и конические резьбы;
наиболее распространена цилиндрическая резьба, коническую резьбу применяют
для плотного соединения труб, маслёнок, пробок и т.п.;
5)по расположению относительно основной поверхности различают наружные и внутренние резьбы;
6)по назначению: крепёжные и ходовые.
5.2. Геометрические параметры резьбы
На рис. 5.2 представлены эскизы с геометрическими параметрами резьбы,
где d – наружный диаметр винта; d1 – внутренний диаметр;
d2 – средний диаметр.
a) |
|
h |
|
гайка |
|
P |
d2 |
|
|
|
d1 |
|
|
|
d |
|
б) |
винт |
P |
|
|
|
d2 |
|
h |
|
P |
Рис. 5.2. Геометрические параметры резьбы
Номинальные значения диаметров одинаковы для винта d и для гайки D,
зазоры образуются за счет предельных отклонений размеров диаметров, поэтому:
d = D; d1 = D1; d2 = D2. |
(5.1) |
|||
Р – шаг резьбы, это расстояние между одноимёнными сторонами соседних |
||||
витков, измеренное в направлении оси резьбы; |
|
|||
h – рабочая высота профиля; |
|
|
|
|
α – угол профиля. |
|
|
|
|
На развертке одного витка резьбы (рис. 5.2, б) показаны следующие |
||||
параметры: |
|
|
|
|
ψ – угол подъёма винтовой линии (по среднему диаметру). |
|
|||
tg |
Ph |
|
, |
(5.2) |
|
|
|||
d |
2 |
|
|
|

где |
Ph – ход резьбы. |
|
|
Ph = P·n, |
(5.3) |
где |
n – число заходов. |
|
Все геометрические параметры резьбы и допуски на их размеры стандартизированы.
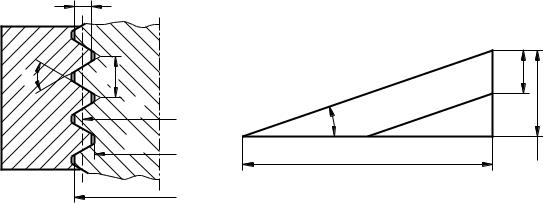
5.3. Основные типы резьб
5.3.1. Выбор профиля резьбы
Профиль резьбы определяется многими показателями, важнейшими из которых являются:
а) прочность;
б) момент трения в резьбе;
в) технологичность.
Крёпежная резьба должна обладать высокой прочностью и высоким моментом трения в резьбе. Прочность является основным критерием работоспособности и расчёта. Высокий момент трения в резьбе
предотвращает резьбовые детали от самоотвинчивания.
Момент трения зависит от коэффициента трения, который в свою очередь связан с углом профиля α (рис. 5.3) в соответствии с формулой:
f |
|
|
f cos( / 2) |
, |
(5.4) |
где f – приведенный коэффициент трения.
c
P
c
F
n
/2 |
F |
P

 P/2
P/2 

 d P/2
d P/2





Рис. 5.3. Схема к определению |
Рис. 5.4. Прямоугольная резьба |
силы и коэффициента трения |
|
Анализ выражения (5.4) показывает, что для увеличения момента трения в резьбе необходимо принимать максимальный угол профиля. Это реализовано в наиболее распространённой крепёжной резьбе – метрической с треугольным профилем и углом α = 60о (рис. 5.2). При этом f ' ≈ 1,15f.
NB 5.1. Крепёжные резьбы имеют максимальный угол профиля
α = 55…60о. Это обеспечивает максимальную прочность и максимальный момент трения в резьбе.
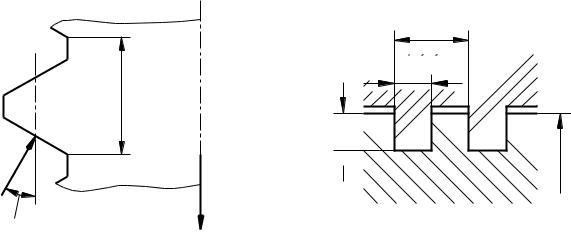
Требования к ходовой резьбе по коэффициенту трения противоположны, так как эта резьба является элементом передачи «винт-гайка» и должна иметь максимальный КПД, то есть наименьший момент трения. Прямоугольный профиль с α = 0 (рис. 5.4) и близкий к нему трапецеидальный отвечают этим условиям. Так, в трапецеидальной резьбе с α/2 = 30о f =1,03f, а прямоугольная и упорная имеют f = f.
Прочность резьбы на срез рассчитывают по сечению с-с (рис. 5.3). Для резьб отношение ширины впадины опасного сечения к шагу равно:
а) 0,85 – для треугольной резьбы;
б) 0,65 – для трапецеидальной;
в) 0,5 – для прямоугольной резьбы.
Следовательно, при одном и том же шаге Р треугольная резьба на 70%
прочнее прямоугольной. Для ходовой резьбы основной критерий не прочность, а
износостойкость, поэтому минимальный угол профиля полностью отвечает