

Дополнительных ремонтных деталей:
1 - корпус; 2 - втулки
Ремонт корпусов задвижек фонтанной и трубопроводной запорной арматуры
Наиболее характерными повреждениями корпусов фонтанной и трубопроводной запорной арматуры является износ уплотнительных поверхностей корпуса, сопрягаемых с клином.
Для восстановления уплотнительных поверхностей обычно применяют наплавку или способ дополнительных ремонтных деталей. Перед наплавкой восстанавливаемые поверхности подвергают предварительной механической обработке на токарном или расточном станках для удаления дефектного слоя и придания правильной геометрической формы. После наплавки производят механическую обработку наплавленного слоя. Более прогрессивным способом ремонта является приклеивание на восстанавливаемые уплотнительные поверхности дополнительных ремонтных колец (рис. 11.12).
Изношенные уплотнительные поверхности предварительно подрезают на станке и со стороны уплотнительных поверхностей растачивают отверстия на глубину 3-4 мм для установки приклеиваемых стальных колец. Сопряжение приклеиваемых колец с отверстием в корпусе осуществляется по посадке с зазором. Рабочие торцы колец, контактирующие с клином, перед установкой в корпус шлифуют. Склеиваемые поверхности корпуса и колец обезжиривают ацетоном, а затем на них наносят эпоксидный клей и устанавливают кольца в корпус. Клин с корпусом собирают сразу же после установки колец до отверждения клеевого слоя, что позволяет осуществить самоустановку колец и тем самым обеспечить их плотное прилегание к поверхности клина без дополнительной притирки. После установки клина проводится отверждение клеевого слоя.
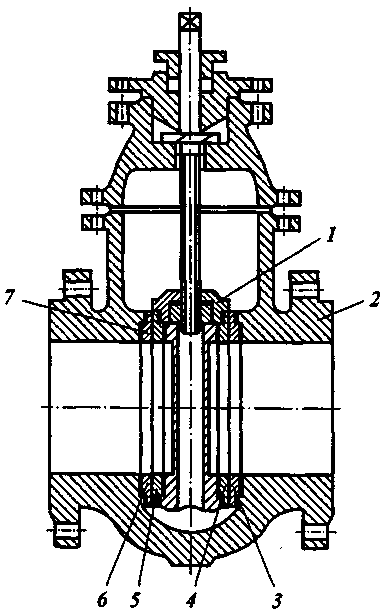
Рис. 11.12. Ремонт корпуса и клина задвижки способом дополнительных ремонтных деталей с применением клеевого соединения:
1 - клин; 2 - корпус; 3, 4, 5, 7 - кольцо уплотнительное; 6 - клеевой слой
Ремонт корпуса турбобура
Корпус является основной деталью турбобура. В процессе работы турбобура возникают следующие дефекты корпуса: прогиб, различные виды разрушения резьб, износ упорных торцов, вмятины.
Прогиб устраняют способом давления. Для восстановления изношенной резьбы применяют способ замены части детали. Незначительные дефекты резьбы (забоины и задиры) устраняют слесарно-механической обработкой.
П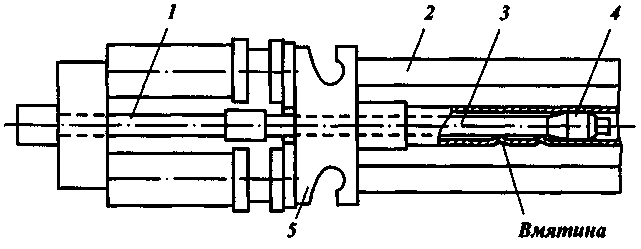 равку
корпуса производят на гидравлическом
прессе. Подставки пресса устанавливают
симметрично относительно места
наибольшего прогиба. Вмятины корпуса
правят при помощи специальной прошивки
(рис. 11.13), которая состоит из отрезка
забракованного вала турбобура с
установленными на нем калибрующими
кольцами, затянутыми гайкой.
равку
корпуса производят на гидравлическом
прессе. Подставки пресса устанавливают
симметрично относительно места
наибольшего прогиба. Вмятины корпуса
правят при помощи специальной прошивки
(рис. 11.13), которая состоит из отрезка
забракованного вала турбобура с
установленными на нем калибрующими
кольцами, затянутыми гайкой.
Рис. 11.13. Схема правки вмятин в корпусе турбобура:
1 - удлинитель; 2 - рама пресса; 3 - вал; 4 - калибрующее кольцо; 5 - элеватор
Для устранения вмятин корпус устанавливают на раму пресса и вводят прошивку, навинчивая ее на удлинитель. При проталкивании прошивки через корпус происходит выправление вмятин. Затем проверяют присоединительные резьбы корпуса по шаблону и калибру. При износе резьбы или промывах ее на одном или обоих концах, концы корпуса с изношенной резьбой отрезают, а для сохранения номинальной длины устанавливают надставки, т.е. применяют способ, замены части детали (рис. 11.14). Сборку надставок с корпусом осуществляют по прессовой посадке в сочетании с резьбовым соединением.
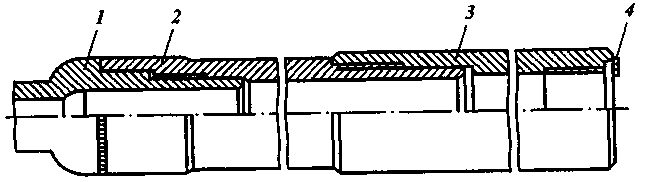
Рис. 11.14. Восстановление нижней резьбы корпуса турбобура