

Ремонтных деталей:
1 - корпус; 2,3 - втулка
деталей растачивают эти поверхности на больший диаметр с последующей запрессовкой втулок и расточкой их под посадочный размер стаканов подшипников (рис. 11.9). Одновременно восстанавливают отверстие в станине под ось стопорной защелки. Отверстие рассверливают на больший размер, запрессовывают втулку, а затем отверстие во втулке развертывают до необходимого размера сопряжения с осью защелки.
Основными дефектами стола ротора являются износ поверхностей, сопрягаемых с вкладышами, повреждение лабиринтного уплотнения и резьбы.
Изношенные поверхности под вкладыши восстанавливают электродуговой наплавкой с последующей механической обработкой на долбежных станках. При незначительном повреждении резьбы ее восстанавливают слесарно-механическими способами обработки. Когда резьба сильно повреждена, и восстановить ее невозможно, часть стола с резьбой отрезают газовой горелкой или на станке, торец стола со стороны отрезанной части подготавливают под сварку и приваривают надставку стола ротора, на которой нарезают новую резьбу. Резьбу контролируют подготовленной гайкой.
Ремонт корпуса вертлюга
Характерными дефектами корпуса вертлюга являются износ поверхностей, сопрягаемых с пальцами серьги и радиальными подшипниками, и отверстия, в котором установлен нижний сальник.
Изношенные поверхности, сопрягаемые с пальцами серьги, восстанавливают способом дополнительных ремонтных деталей. Для этого отверстия под пальцы растачивают на больший размер, запрессовывают в них подготовленные втулки, а затем отверстия во втулках растачивают на первоначальный размер (рис. 11.10).
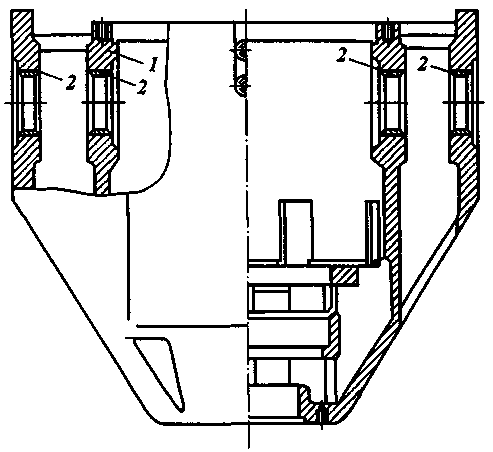
Рис. 11.10. Ремонт корпуса вертлюга способом дополнительных
Ремонтных деталей:
1 - корпус; 2 - втулки
Изношенные поверхности, сопрягаемые с радиальным подшипником и с нижним масляным уплотнением, восстанавливают металлизацией с последующей механической обработкой на первоначальные размеры.
Ремонт корпуса крейцкопфа бурового насоса
Основными дефектами корпуса крейцкопфа являются износ отверстий под палец и разрушение резьбы под надставку штока. Изношенные отверстия под палец крейцкопфа восстанавливают металлизацией или способом дополнительных ремонтных деталей.
При восстановлении способом дополнительных ремонтных деталей изношенные отверстия растачивают на больший размер, запрессовывают в них втулки, имеющие припуск по внутреннему диаметру, и обваривают втулки с внешней стороны корпуса сплошным швом. Затем крейцкопф устанавливают на токарном станке и растачивают отверстия во втулках с одной установки на первоначальный размер.
Для восстановления резьбы в отверстии под надставку штока также применяют дополнительные ремонтные детали. Отверстие с поврежденной резьбой растачивают на больший размер и запрессовывают втулку. Втулка имеет бурт, удерживающий ее в корпусе крейцкопфа; с противоположной стороны бурта втулка приваривается к корпусу крейцкопфа. Затем втулку растачивают и нарезают резьбу первоначального размера.
Ремонт клапанных коробок буровых насосов
Основными дефектами клапанных коробок буровых насосов является износ поверхности упорного бурта внутри цилиндра под уплотнение цилиндровой втулки, а также поверхностей сопряжения седел и цилиндровых втулок с корпусом. Изношенные поверхности клапанных коробок восстанавливают наплавкой или способом ремонтных размеров. При незначительных износах восстановление изношенных поверхностей ведется при помощи электродуговой наплавки с последующей расточкой наплавленных поверхностей на расточных станках. При значительных разрушениях гнезда клапанов восстанавливают способом дополнительных ремонтных деталей. В этом случае отверстие гнезда клапана растачивают на больший размер и запрессовывают втулку, которую затем растачивают до первоначального размера сопряжения гнезда с седлом клапана. Для создания надежной герметичности восстанавливаемую поверхность гнезда растачивают на конус при помощи специального приспособления и при запрессовке втулки под ее торец подкладывают уплотняющую прокладку из свинца, а также применяют обварку по кромке запрессованной в гнездо втулки. Конусную поверхность втулки под седло клапана после расточки пришабривают и притирают. На некоторых ремонтных предприятиях крепление втулок в гнезде клапана осуществляют способом склеивания. При этом устраняется необходимость в механической обработке втулки после ее установки в клапанной коробке, так как отсутствует коробление, имеющееся при сварке.
При значительных износах в местах посадки цилиндровых втулок также применяют способ дополнительных ремонтных деталей, т.е. производят предварительную расточку поверхностей под цилиндровые уплотнения с последующей запрессовкой втулки (рис. 11.11).

Рис. 11.11. Ремонт клапанной коробки бурового насоса способом