

10.3. Восстановление поверхностей гальваническим наращиванием
Гальваническое наращивание металла на поверхность детали основано на процессе электролиза. Под действием постоянного электрического тока, поступающего в электролит через проводники-электроды, положительно заряженные ионы (катионы) движутся к катоду, а отрицательно заряженные ионы (анионы) - к аноду (рис. 10.14).
При достижении катода положительными ионами и анода отрицательными образуются нейтральные атомы. В результате на катоде, в качестве которого используется ремонтируемая деталь, выделяются металл и водород, а на аноде - кислотные и водные остатки. Электролиз металлов может осуществляться с растворимыми и нерастворимыми анодами. Растворимые аноды изготовляют из железа Армко, меди или никеля в зависимости от вида электролитического процесса; нерастворимые - из свинца, платины и других металлов. При электролизе с нерастворимыми анодами пополнение электролита ионами металла осуществляется за счет добавления в электролит вещества, содержащего ионы осаждаемого металла.
Теоретическое количество вещества, выделяющегося при электролизе на катоде, согласно закону Фарадея определяется по формуле
GT = CIТ,
где GT- количество вещества, осаждаемого на катоде, г; С - электрохимический эквивалент, г/(А·ч); I - сила тока, А; Т - время протекания электрического тока через электролит, ч.
Фактическая масса осажденного металла Gф всегда меньше теоретической, так как в электролите одновременно протекают другие процессы, на что расходуется часть энергии.
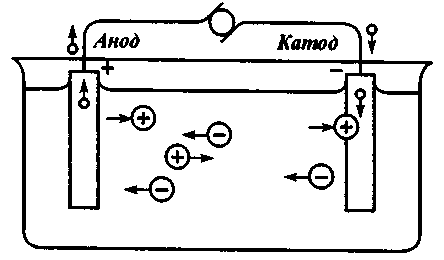
Рис. 10.14. Схема процесса электролиза
При электроосаждении металлов, стоящих в ряду напряжений выше водорода, одновременно с ними происходит выделение водорода, который в большинстве случаев ухудшает качество покрытий, придавая им хрупкость, и увеличивает продолжительность электролиза, так как часть электрической энергии расходуется на его выделение.
Отношение фактической массы осажденного металла к теоретической называется выходом по току и характеризует коэффициент полезного действия ванны:
![]()
При хромировании выход по току составляет 12 - 18 %, для других процессов гальванического наращивания – 60 - 90 %.
Среднюю толщину слоя металла, осажденного на катоде, определяют по формуле
![]()
где h - средняя толщина слоя, мм; DK = I/F - плотность тока, А/дм2; F - площадь покрываемой поверхности детали, дм2; α -выход по току, %; ρ - плотность осаждаемого металла, г/см3.
Электрохимические эквиваленты для некоторых металлов приведены в табл. 10.2.
Таблица 10.2
Электрохимические эквиваленты и выход по току некоторых металлов
в кислых электролитах
|
Металл |
Ионы |
Электрохимический эквивалент, г/(А·ч) |
Плотность металла, г/см3 |
Толщина осадка на 1 А·ч, мкм |
Выход по току, % | |
|
теоретическая |
практическая | |||||
|
Хром Железо Никель Медь Цинк |
Сг +++ Fe ++ Ni ++ Си ++ Zn ++ |
0,323 1,043 1,095 1,186 1,220 |
7,1 7,8 8,8 8,9 7,0 |
4,96 13,34 12,44 13,33 17,43 |
0,6 13,0 10,6 13,0 16,0 |
3-18 85-95 90 98 92 |
В комплект оборудования для гальванического наращивания входят: источник постоянного тока, ванны с различными химически стойкими облицовками, специальные контактные и подвесные приспособления, нагревательные устройства, бортовая вентиляционная установка для удаления вредных испарений с поверхности электролита в ванне (рис. 10.15).
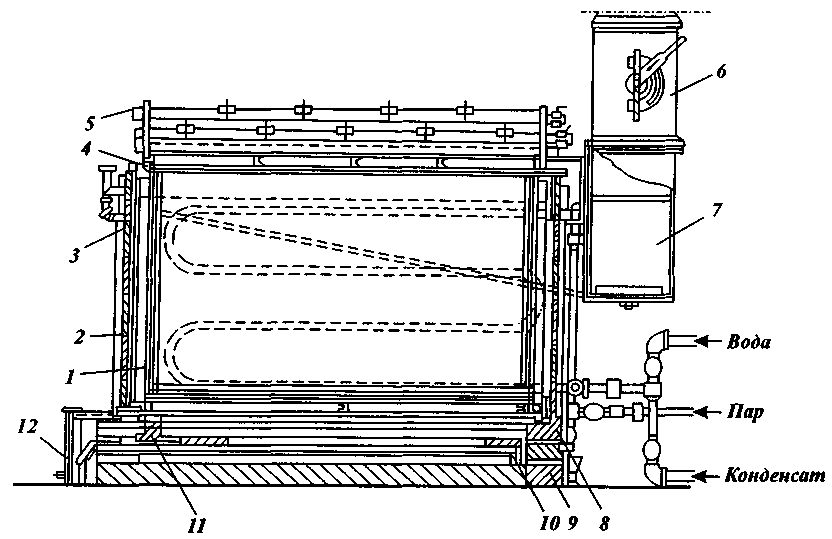
Рис. 10.15. Схема ванны для гальванического наращивания:
1 – ванна; 2 – кожух; 3 – теплоизоляция; 4 – поперечный угольник; 5 – устройство для крепления анодов; 6 – камера регулирования
отсоса; 7 – вентиляционный кожух; 8 – прокладка; 9 – фундамент; 10 – электронагреватель; 11 – экран; 12 - передний щиток
В качестве источника постоянного тока используются генераторы напряжения 6-12 В и силой тока 250-5000 А, а также селеновые и меднозакисные выпрямители.
Процесс гальванического покрытия должен обеспечивать получение мелкокристаллического равномерного осадка необходимой толщины, обладающего минимальной хрупкостью, сплошностью, достаточной твердостью и имеющего прочное сцепление с основным металлом.
Качество покрытия зависит от тщательности предварительной подготовки поверхности, на которую наносится покрытие, постоянства состава электролита, его температуры, кислотности, плотности тока, а также от расположения детали и анода в гальванической ванне. Равномерность покрытия в значительной степени определяется рассеивающей способностью электролита. С увеличением расстояния между деталью и анодом равномерность покрытия повышается. Материал и форма анода зависят от вида покрытия и формы детали. При нанесении покрытий на детали сложной конфигурации на выступающих частях детали откладывается большее количество металла. Для получения равномерного покрытия применяют фигурные аноды, повторяющие форму покрываемой детали.
Для восстановления размеров изношенных поверхностей наибольшее применение находят электролитическое хромирование, осталивание, меднение и твердое никелирование.