

Ремонт цепных колес
Цепные передачи широко используются в буровых лебедках, цепных редукторах, роторных приводах и в других машинах для бурения скважин и нефтегазодобычи.
Основными дефектами цепных колес являются износ посадочной внутренней поверхности втулки из антифрикционного материала, запрессованной в ступицу колеса, изменение размеров профиля зубьев и диаметров впадин, смятие или разрушение кромок шпоночных канавок в ступице цепного колеса.
Изношенную антифрикционную втулку выпрессовывают из ступицы и вместо нее запрессовывают новую, имеющую припуск по внутреннему диаметру. Затем цепное колесо вместе с втулкой устанавливают на карусельный или токарный станок и растачивают втулку на заданный размер.
Цепные колеса, имеющие износ по профилю зуба и диаметру впадин, чаще всего ремонтируют способом замены части детали. Для этого на ремонтируемом колесе газовой горелкой срезают изношенные зубья и обтачивают колесо по наружной поверхности под горячую посадку. Отдельно изготовляют кольцо- венец, имеющий припуск на наружной поверхности.
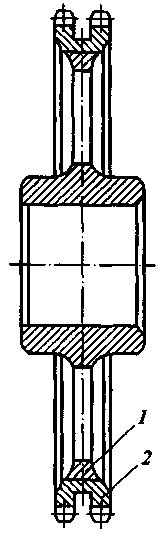
Рис. 11.6. Ремонт цепного колеса способом замены части детали:
1 - цепное колесо; 2 - зубчатый венец
__________________________________________________________________________________________
Кольцо устанавливают по горячей посадке на подготовленную поверхность цепного колеса, а затем в двух-трех местах стыка просверливают отверстия, нарезают резьбу и ввинчивают стопоры или накладывают прерывистые сварные швы (рис. 11.6). Температура нагрева кольца перед посадкой на остов колеса определяется из следующей зависимости:
где Н - натяг, мкм; Н0 - минимальный сборочный зазор, мкм; α - коэффициент линейного расширения, 1/°С; tн - начальная температура, °С; d - диаметр сопряжения, мм.
Не рекомендуется нагревать кольцо выше 700°С.
Цепное колесо с кольцом устанавливают на карусельный или токарный станок и обтачивают под заданный размер для последующего нарезания зубьев. Зубья нарезают на зубофрезерных или фрезерных станках.
В отдельных случаях зубья восстанавливают электронаплавкой. Наплавленные зубья размечают и затем обрабатывают. При этом строго контролируют по шаблонам профиль зубьев и их шаг.
11.4. Ремонт корпусных деталей
К корпусным деталям относятся базовые детали оборудования для бурения скважин и нефтегазодобычи, служащие для установки и определения относительного положения других деталей. В большинстве случаев они имеют большие размеры, сложную форму и требуют для своей обработки крупного станочного оборудования и специальной оснастки. Обычно эти детали ремонтируют реже остальных деталей оборудования и их ремонт приурочивают к капитальному ремонту оборудования.
Среди деталей этого типа имеется группа деталей, имеющих форму тел вращения, например, стол ротора, корпус крейцкопфа, корпус турбобура.
Большую группу составляют корпусные детали коробчатого типа. Это станины лебедок, роторов, насосов, картеры компрессоров, блоки двигателей внутреннего сгорания, клапанные коробки буровых насосов, цилиндры газомоторных компрессоров и т.д. Учитывая значительную стоимость корпусных деталей, их бракуют только при больших дефектах, когда ремонт экономически нецелесообразен или не может быть выполнен по техническим причинам.
Характерными дефектами корпусных деталей являются: механические повреждения в виде трещин, пробоин, раковин, поломки шпилек, срыв резьб, коробление, износ посадочных поверхностей под подшипники, втулки и др.
Ремонт корпусных деталей обычно начинают с устранения дефектов от механических воздействий и удаления обломанных шпилек. Трещины, свищи, раковины и пробоины устраняют при помощи сварки. В некоторых случаях применяют синтетические клеи или мастики.
Для устранения трещин в неответственных деталях применяют способ штифтовки (рис. 11.7), а также устанавливают дополнительные накладки на винтах или заклепках (рис. 11.8).
После проведения всех сварочных и наплавочных работ устраняют коробление присоединительных плоскостей. Для этого применяют шлифование или шабрение; в отдельных случаях используют фрезерование. Затем восстанавливают посадочные поверхности под подшипники, вкладыши, пальцы или втулки. Для восстановления этих поверхностей в большинстве случаев

Рис. 11.7. Последовательность сверления отверстий для штифтовки

Рис. 11.8. Установка накладки с болтами и ввертышами на месте трещины:
1 - трещина; 2 - болты; 3 - ввертыши; 4 - накладка
применяют дополнительные ремонтные детали, металлизацию, наплавку, гальванические или полимерные покрытия.
РЕМОНТ СТАНИНЫ И СТОЛА РОТОРА
Основные дефекты станины ротора - износ поверхности, сопрягаемой с опорным подшипником, и посадочных поверхностей в горловине под стаканы подшипников приводного вала. Износ указанных поверхностей вызывает нарушение сопряжения зубчатой пары и перекос стола ротора относительно вертикальной оси станины, вследствие чего нарушается перпендикулярность осей зубчатой пары, возникают шум и удары в зубчатой передаче, а также изнашиваются зубья. Перекос стола ротора приводит к местному нагреву ротора и неравномерной выработке в станине.
Для восстановления изношенных поверхностей станины ротора применяют способы ремонтных размеров, дополнительных ремонтных деталей, наплавку или металлизацию. При незначительных износах отверстий в горловине их растачивают под ремонтный размер; под новый размер отверстия изготовляют стаканы подшипников. При восстановлении изношенных посадочных поверхностей в горловине способом дополнительных ремонтных
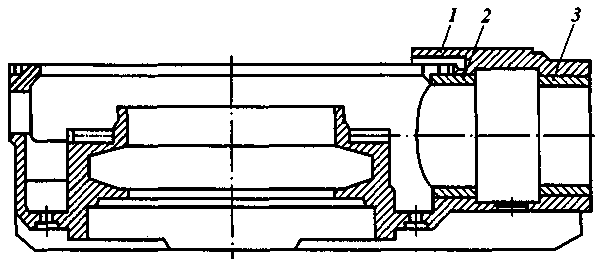
Рис. 11.9. Ремонт станины ротора с применением дополнительных