

Способы смазки машин и смазочные устройства
Основные термины и определения по системам и устройствам для смазки машин установлены ГОСТ 20765. В частности, под смазочной системой понимается совокупность устройств, обеспечивающих подачу смазочного материала к поверхностям трения, а также возврат его в смазочный бак. При этом должны обеспечиваться сохранность и очистка смазочного материала, контроль его поступления к трущимся поверхностям, предупредительная сигнализация при нарушении режима смазки узлов.
Различают циркуляционные и проточные смазочные системы. К циркуляционным относятся смазочные системы, в которых жидкий смазочный материал многократно проходит через узлы трения, все время оставаясь в смазочной системе. В проточных системах смазочный материал после прохождения через узел трения в систему не возвращается.
Смазочные системы выполняют индивидуальными или централизованными. В индивидуальных системах смазочный материал подается только к одной паре трения, в одну точку смазки. Индивидуальная смазка выполняется с помощью переносных или установленных на корпусах узлов трения масленок, ручных шприцев или закладкой смазки в корпуса подшипников. Закладкой пластичных смазок смазывают подшипники качения ряда открытых зубчатых передач, электрических машин, конвейерных роликов и многих других узлов. Смазкой заполняют примерно 2/3 свободного пространства корпуса подшипника. При большем количестве смазки в процессе работы подшипника возникает большое давление, вызывающее повреждение сальников и утечку смазочного материала.
Централизованные системы обеспечивают одним смазочным аппаратом (насосом) подачу смазки к нескольким точкам смазки. Такие системы применяют в сложных машинах с большим числом узлов трения, требующих непрерывной или достаточно частой смазки.
Подачу смазочных материалов к трущимся поверхностям осуществляют различными способами с использованием силы тяжести смазки, капиллярного давления, вязких свойств смазки или сил внешнего давления.
Используя силу тяжести жидких смазок, производят их подачу к узлам трения заливными масленками или капельными масленками с регулируемым игольчатым клапаном. Принцип капиллярного давления применяется в смазочных устройствах, содержащих фитили, войлочные или фетровые «подушки», пористые металлокерамические или пластмассовые втулки и т.п.
В закрытых механических передачах, оборудованных масляными ваннами, например в редукторах или коробках передач, шестерни и подшипники смазываются под действием сил вязкого трения при погружении (на 1/3 высоты зуба в зависимости от частоты вращения) вращающихся зубчатых колес в масло. Часть масла остается на зубьях, смазывая сопряженные колеса, а часть силой инерции и центробежной силой разбрызгивается, образуя масляный туман, который обеспечивает смазку подшипников и смежных шестерен.
Циркуляционной системой смазки под давлением от масляного насоса оборудуются ДВС, некоторые мощные редукторы, особенно при многорядном (по вертикали) размещении зубчатых колес, и ряд других механизмов.
Нагнетанием ручным плунжерным шприцем через шарнирные пресс-масленки или насосом централизованной системы смазываются многие подшипниковые узлы и шарнирные сочленения машин. Установка масленки на корпусе узла трения показана на рис. 6.8, а. В ряде случаев для этой цели применяют колпачковые масленки.
 Рис.
6.8. Масленки:
Рис.
6.8. Масленки:
а - пресс-масленка; б - колпачковая
Смазку закладывают в полости крышки 1 и корпуса 2. При навинчивании крышки на корпус смазка нагнетается к узлу трения. Колпачковые масленки (рис. 6.8, б) удобны в работе. Однако они не обеспечивают достаточного давления смазки, кроме того, часто повреждаются, так как выступают над корпусом.
На большинстве крупных машин непрерывного действия смазка труднодоступных или часто смазываемых подшипниковых узлов производится с помощью систем централизованной смазки.
Структура системы ручной централизованной подачи пластичной смазки показана на рис. 6.9. Смазка из резервуара 4 под действием силы тяжести поршня 3 поступает к плунжерному насосу 6, приводимому в действие рукояткой 5. Рукояткой 1 к насосу поочередно подключаются маслопроводы А и В, по которым через фильтры 7 смазка подается к блокам двухлинейных питателей 8, 9 и 10, обеспечивающих дозированную подачу ее по жестким или гибким трубопроводам индивидуально к каждому узлу трения. Число питателей в каждом блоке равно числу точек смазки механизма, для которого он предназначен. Например, блок 8 содержит четыре питателя и, следовательно, обеспечивает четыре точки смазки.
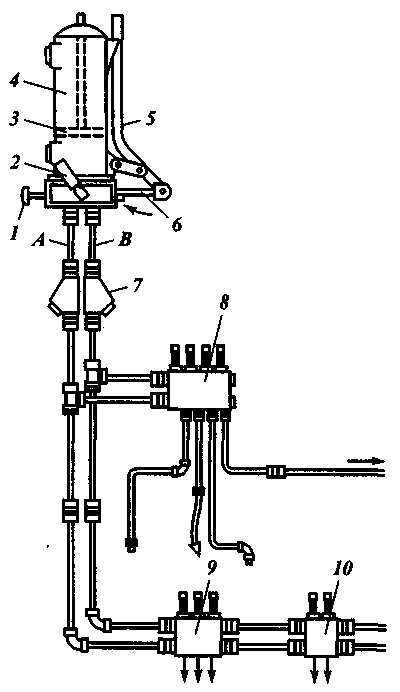
Рис. 6.9. Схема ручной централизованной смазки:
А, В - масляные магистрали;
1, 5 - рукоятки;
2 -манометр;
3 - поршень;
4 - резервуар для масла;
6 - насос плунжерный;
7 - фильтры;
8, 9, 10 -питатели двухлинейные для дозированной смазки к узлам трения
Схема устройства и работы двухлинейного питателя показана на рис. 6.10. При подключении ручного плунжерного насоса к магистрали А смазка под давлением поступает в полость питателя над золотником 2. Золотник перемещается вниз, соединяя магистраль А с полостью над поршнем 1 питателя. Одновременно полость под поршнем соединяется с выходным каналом 3, к которому присоединяется трубопровод, идущий к точке смазки. Под действием давления в магистрали А пространство над поршнем заполняется смазкой. При этом поршень перемещается вниз, вытесняя порцию смазки из нижней полости через выходной канал 3 к узлу трения, как это показано на позиции I.
К огда
все питатели смазочной системы окажутся
в позицииI,
давление
в магистрали А
резко
возрастет, что можно определить по
показаниям манометра и по усилию на
рукоятке насоса. После
переключения насоса на магистраль В
золотник
2
питателя
займет
верхнее положение и начнется следующий
цикл работы: заполнение смазкой
пространства под поршнем 1
и
вытеснение к смазочной точке порции
смазки из пространства над поршнем.
Питатель
переходит в позицию II.
огда
все питатели смазочной системы окажутся
в позицииI,
давление
в магистрали А
резко
возрастет, что можно определить по
показаниям манометра и по усилию на
рукоятке насоса. После
переключения насоса на магистраль В
золотник
2
питателя
займет
верхнее положение и начнется следующий
цикл работы: заполнение смазкой
пространства под поршнем 1
и
вытеснение к смазочной точке порции
смазки из пространства над поршнем.
Питатель
переходит в позицию II.
Контроль поступления смазки к узлам трения осуществляется наблюдением за перемещениями штоков поршней питателей. Для этого в корпусе питателя предусмотрено застекленное отверстие. Если при переключении магистралей шток поршня остается неподвижным, то смазка к узлу трения не поступает.
На машинах с большим числом точек, требующих частой смазки, устанавливаются автоматизированные системы смазки. В отличие от ручной в автоматизированных системах смазочный насос приводится от электрического двигателя. Автоматическое переключение насоса на магистрали А и В осуществляется с помощью датчика давления, который устанавливается в конце наиболее длинного ответвления магистрали. Включение и отключение привода насоса обеспечивается реле времени в соответствии с установленным режимом смазывания.