

2809.Автоматизация в электроэнергетике и электротехнике
..pdfУДК 621.906-529:004.414.32
АВТОМАТИЗИРОВАННОЕ ПРОТОТИПИРОВАНИЕ НА БАЗЕ МОДУЛЬНОЙ АРХИТЕКТУРЫ
Д.А. Опарин
Пермский национальный исследовательский политехнический университет
Предлагается новый подход к прототипированию, использующий модульную гибридную программ- но-аппаратную систему. Данная система названа «фабрикатор». Новый подход учитывает большой спектр требований к прототипируемым объектам.
Ключевые слова: гибридное производство, прототипирование, станок с ЧПУ, модульность.
AUTOMATED PROTOTYPING BASED ON MODULAR SYSTEM
D.A. Oparin
Perm National Research Polytechnic University
The article describes the new approach to rapid prototyping based on a modular hybrid machining hardware/software solution named Fabricator. The new approach enables the machining system to adhere to much larger range of demands posed by rapid prototyping than traditional production systems.
Keywords: hybrid machine, prototyping, CNC machine, modularity.
Введение. Прототипирование – необходимый процесс в создании новых устройств [8, 12]. Прототипы нужны для отдельных деталей и цельных конструкций [8, 11]. Создание прототипов по текущей технологии весьма затратно [5, 6, 10]. Изготовление их вручную занимает много времени, а также требует разнообразия инструментов [2, 8, 10]. Производство их на станках с числовым программным управлением (ЧПУ) требует написания программы для каждой новой детали, для чего сначала нужно разработать технологический процесс [5, 7]. Также нередко необходимо несколько станков для разных видов обработок [8]. В основном требуются фрезеровочные, токарные и сверлильные работы [3]. Также требуется участие человека в процессе производства прототипа и подбор необходимых станков для производства. Все это делает процесс прототипирования долгим и весьма трудозатратным [5]. Также при субтрактивной обработке образуется большое количество отходов, что особенно критично при
обработке деталей из дорогих материа-
лов [10].
Частично эти проблемы решаются технологиями аддитивного производства (3D-печать) [4, 10, 14]. Это позволяет значительно облегчить планирование технологического процесса, а также упростить производство деталей сложной формы [4, 5]. Однако существует множество недостатков, таких как сильно ограниченный спектр материалов, их высокая стоимость и зачастую неудовлетворительные физические свойства, рост стоимости и снижение скорости производства при повышении точности изготовления [3, 5, 7, 10, 13, 14]. Сами станки сложны и в обслуживании, и в ремонте [1].
Модульная гибридная система прототипирования. Необходимость в новом оборудовании для создания прототипов привело к разработке новой системы. Комбинация аддитивного и субтрактивного методов обеспечивает более быстрое и качественное производство объектов, нежели каждый из них по от-
дельности [4, 5, 10, 14].
61
Применяя модульную архитектуру, специально разработанную для возможной модификации и улучшения станков, основанных на ней, мы избавляемся от многих проблем ремонтопригодности, дороговизны станка и сложностей модернизации. Такой станок с модульной архитектурой в дальнейшем назван фабрикатором.
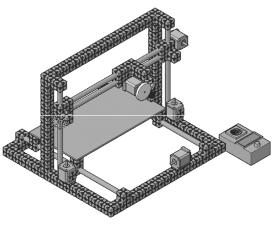
В любом современном станке с ЧПУ можно выделить четыре основных блока функций, исполняемых теми или иными его деталями. Это структура (каркас), движущие системы, инструменты и то, что обеспечивает их функционирование, а также управляющая система. Логичным представляется разделить модули на четыре типа по этим функциям. Общий концептуальный вид модульного станка по схеме трехмерного принтера Mendel90 изображен на рис. 1.
Рис. 1. Концептуальный вид модульного станка
Модули фабрикатора: Структурные модули – это основа
несущей конструкции, обеспечивают жесткость каркаса и содержат места для крепления других модулей, а также проводят кабели питания и управления.
Двигательные модули обеспечивают перемещение других модулей. Крепятся к структурным модулям и получают от них питание и управляющие сигналы.
Функциональные модули обеспечивают непосредственную работу с объектом. Содержат инструменты и требуемые для их работы системы. Получают питание и управляющие сигналы через структурные модули.
Электронные модули делятся на три подтипа: ядро управления, сенсоры и источники питания. Модуль ядра принимает и передает управляющие сигналы ко всем модулям системы через общую шину управления, а также обеспечивает связь с пользователем и внешними устройствами [9].
Все модули связаны с ядром управления общей шиной управления, она находится в каждом из модулей и при их соединении образует общую сеть [9]. Питание может как поступать из одного источника по структурным модулям, так
иподводиться к модулям индивидуально извне.
Результатом использования такой системы является возможность собрать множество видов станков из относительно небольшого набора стандартных модулей. Следовательно, после разработки наиболее важных базовых модулей система уже будет пригодна к практическому применению и будет иметь возможность адаптации к конкретным видам действий.
Благодаря модульности функционал системы может увеличиваться путем добавления новых модулей и изменения конфигурации уже имеющихся, в зависимости от стоящих в данный момент целей. При помощи матрицы решений может быть определен набор физических
ипрограммных компонентов, необходимых для решения производственной задачи [1]. Изменяться могут не только расположение и типы модулей, но и количество осей: от стандартной трехосевой системы до более продвинутых четырех- и пятиосевых [12], что позволит
62
использовать более сложные методы обработки, например рассматриваемый в источнике [7].
Это значительно облегчает как дальнейшую разработку системы, так и улучшение имеющихся у пользователей устройств: для перехода на новое поколение не нужно приобретать полностью новый станок, достаточно заменить старые модули на обновленные.
Модульная архитектура позволяет легко монтировать и демонтировать устройства. Помимо изменения конфигурации системы, это облегчает транспортировку и ремонт устройства. Значительной проблемой при эксплуатации многих станков является то, что при поломке необходим либо вызов ремонтной бригады, либо транспортировка всего устройства в сервисный центр производителя. В модульном устройстве возможна замена неисправного модуля на аналогичный и продолжение работы станка в нормальном режиме, пока модуль ремонтируется, либо, в некоторых случаях, демонтаж модуля с сохранением работоспособности станка, хотя и со сниженным функционалом.
Поддерживая стандартизацию соединений, возможно применять на одном и том же станке модули разных поколений: как более дешевые, но менее эффективные старые версии, так и обеспечивающие лучший результат, но более дорогие в производстве новые. Пользователь может сам решить, какой из них применить в зависимости от своих нужд.
Использование фабрикатора для автоматизированного прототипирова-
ния. Гибридный модульный аппаратный комплекс может производить прототипы объектов, используя несколько видов обработки. Список видов обработки зависит от количества используемых функциональных модулей и может быть увеличен путем увеличения их числа.
Следовательно, программа обработки может усложниться для более качественной обработки.
Автоматическое производство подразумевает дистанцирование пользователя от непосредственных процессов создания. Однако для формирования объекта от пользователя потребуется правильно оформленный чертеж или трехмерная модель, на которой будут указаны непосредственные требования к работе над объектом. Эти требования будут использованы при формировании программы работы фабрикатора.
Схема автоматизированного создания прототипа изображена на рис. 2.
Рис. 2. Схема автоматизированного создания прототипа
Программа обработки может потребовать работу нескольких инструментов и разных видов обработки. Для этого необходимо создание новых алгоритмов обработки деталей, позволяющих одновременную или поочередную обработку детали инструментами различного типа.
Программное обеспечение. Пере-
конфигурирование станка предъявляет к программному обеспечению (ПО) новые требования. Одно из них – необходимость отслеживать текущую конфигурацию: какие модули подключены и в каком порядке они установлены. В простых базовых модулях это отслеживает-
63
ся и вводится в программу пользователем. В более продвинутых версиях модули содержат автолокационные чипы, позволяющие ядру автоматически определить конфигурацию станка.
Исходя из этой информации ПО может пересчитать программу производства, чтобы сохранить ту же последовательность действий при новом расположении элементов.
Программное обеспечение также имеет модульную структуру. К центральному ядру подключаются подпрограммы, отвечающие за различные функции системы. Пользователь может сам собрать требуемую программу из набора подпрограмм. Подпрограммы могут разрабатываться и обновляться, не влияя на деятельность других элементов.
Поскольку модуль ядра управления станка рассчитан на подключение внешних устройств, то могут быть разработаны подпрограммы для работы с различными видами устройств (ПК, планшеты, смартфоны) и их операционными системами.
Первоочередной функцией программного обеспечения является обеспечение производства. Это означает, что ПО должно иметь возможность генерации файла машинных команд (G-кода) для любой конфигурации станка исходя из 3D-модели или специализированного чертежа. Помимо этого, для продвинутых пользователей необходимо предусмотреть возможность создания и корректировки производственного процесса вручную.
Заключение. Принципы автоматизированного прототипирования на базе модульной архитектуры позволят улучшить качество прототипов и скорость их производства. Для этого требуется разработка нового станка-фабрикатора для гибридного производства, что в перспективе может привести к улучшению про-
изводственных систем и, не исключено, к распространению таких систем по аналогии с персональными компьютерами, которые получили мощный импульс развития, когда отдельные части персональных компьютеров стали взаимозаменяемы. При практической реализации требуется разработать программное обеспечение, использующее гибридные алгоритмы.
Список литературы
1.An approach to building specialized CNC systems for non-traditional processes / G.M. Martinov [et al.] // Procedia CIRP. – 2014. – № 14. – Р. 511–516.
2.Rapid prototyping processes give new possibilities to numerical copying techniques / I. Pahole [et al.] // Journal of Materials Processing Technology. – 2005. –
№164. – Р. 1416–1422.
3.Hybrid rapid prototyping system using machining and deposition / J. Hur [et al.] // Computer-Aided Design. – 2002. –
№34. – Р. 741–754.
4.Retrofitment of a CNC machine for hybrid layered manufacturing / K.P. Karunakaran [et al.] // International Journal of Advanced Manufacturing Technology. – 2009. – № 45. – Р. 690–703.
5.Low cost integration of additive and subtractive processes for hybrid layered manufacturing / K.P. Karunakaran [et al.] // Robotics and Computer-Integrated Manufacturing. – 2010. – № 26. – Р. 490–499.
6.Burry M. Rapid prototyping, CAD/CAM and human factors // Automation in Construction. – 2002. – № 11. – Р. 313–333.
7.Frank M.C., Wysk R.A., Joshi S.B. Rapid planning for CNC milling – a new approach for rapid prototyping // Journal of Manufacturing Systems. – 2004. – Vol. 23,
№3. – Р. 242–256.
64
8.Strategic advantages of interoperability for global manufacturing using CNC technology / S.T. Newman [et al.] // Robotics and Computer-Integrated Manufacturing. – 2008. – № 24. – Р. 699–708.
9.Grigoriev S.N., Martinov G.M. Research and development of a cross-platform
CNC kernel for multi-axis machine tool // Procedia CIRP. – 2014. – № 14. – Р. 517–522.
10.Wei-chen Lee, Ching-chih Wei, Shan-Chen Chung. Development of a hybrid rapid prototyping system using lowcost fused deposition modeling and fiveaxis machining // Journal of Materials Processing Technology. – 2014. – № 214. – Р. 2366–2374.
11.Weiyin Ma, Wing-Chung But, Peiren He NURBS-based adaptive slicing for
efficient rapid prototyping // ComputerAided Design. – 2004. – № 36. – Р. 1309– 1325.
12.Yin Zhongwei. Direct integration of reverse engineering and rapid prototyping based on the properties of NURBS or B-spline // Precision Engineering. – 2004. –
№28. – Р. 293–301.
13.Yong-Ak Song, Sehyung Park Experimental investigations into rapid prototyping of composites by novel hybrid deposition process // Journal of Materials Processing Technology. – 2006. – № 171. – Р. 35–40.
14.Zhu Hu, Kunwoo Lee. Concave edge-based part decomposition for hybrid rapid prototyping // International Journal of Machine Tools & Manufacture. – 2005. –
№45. – Р. 35–42.
65
УДК 65.011.56
ПРИМЕНЕНИЕ ОПТОЛЕПТИЧЕСКОГО ИНСТРУМЕНТАЛЬНОГО МЕТОДА КОНТРОЛЯ СТЕПЕНИ ГОМОГЕНИЗАЦИИ МНОГОКОМПОНЕНТНЫХ СМЕСЕЙ В СИСТЕМЕ УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОМ ПЕРЕМЕШИВАЮЩЕГО УСТРОЙСТВА
С.И. Сташков, А.Г. Шумихин, П.Ю. Сокольчик
Пермский национальный исследовательский политехнический университет
Рассмотрены алгоритмы и инструментальные средства оперативного контроля и управления качеством многокомпонентных смесей в процессах их приготовления. Для управления степенью однородности смеси применяется разработанный оптолептический способ светочувствительного сканирования поверхности смеси, позволяющий оперативно управлять гомогенизацией смеси, в частности, например, прекращать перемешивание путем выключения электропривода перемешивающего устройства одновременно с достижением смесью требуемой степени гомогенизации по сигналу инструментального оптолептического средства ее контроля, что приводит к сокращению затрат электроэнергии на ее привод. Предложена модернизация метода оперативного контроля степени гомогенизации с точки зрения энергоэффективности.
Ключевые слова: электроэнергетика, смешение, управление, оперативный контроль, оптолептическая информация.
OPTOLEPTICAL INSTRUMENTAL METHOD FOR HOMOGENIZATION DEGREE CONTROL OF MULTI-COMPONENT MIXTURES IN CONTROL SYSTEM
OF MOTOR OF MIXING DEVICE
S.I. Stashkov, A.G. Shumikhin, P.Yu. Sokol'chik
Perm National Research Polytechnic University
Algorithms and tools of operation monitoring and quality management of multi-component mixtures in process of their preparation are reviewed. Optoleptical method of mixture surface photosensitive scanning is used for mixture uniformity degree control. The method enables to control mixture homogenization. For example, it allows stop mixing by turning off the motor of mixing device at the same time as mixture reached required homogenization degree. Optoleptical instrumental device signal points to readiness of the mixture, thus, consumption of energy by mixing device is reduced. Modernization of method for homogenization degree control for increasing energy efficiency proposed.
Keywords: electric power, mixing, control, operational monitoring, optoleptical information.
Энергосбережение является одним из приоритетных направлений развития современной науки и техники. Энергосбережение – это важная задача, решение которой актуально для промышленных предприятий. Для реализации сложных технологических процессов крупнотоннажных производств необходимо мощное в плане энергопотребления оборудование. Суммарные энергозатраты, требующиеся для работы такого оборудования, крайне велики, поэтому энергосбережению отводится особое внимание.
В нефтяной, химической, строительной и многих других отраслях промышленности процесс смешения как исходных компонентов, так и получаемых в процессе производства готовых изделий продуктов является одной из ключевых стадий многих технологических процессов, поэтому в АСУТП на предприятиях данного профиля реализуются различные методы оперативного контроля степени гомогенизации смесей.
Для контроля степени однородности как жидких, так и твердых многокомпо-
66
нентных смесей предложен способ контроля степени однородности гомогенизируемой композиции по оптолептической информации об ее поверхности [1, 2]. Данный способ позволяет осуществлять контроль без непосредственного вмешательства в технологический процесс.
Наиболее распространенной формой представления оптолептической информации в цифровой форме является двухмерная матрица, каждый элемент которой описывает яркость или цвет элемента изображения с соответствующими координатами. Отраженный от объекта свет попадает на светочувствительную матрицу, каждый элемент которой выдает электрический сигнал, пропорциональный силе падающего света. Для каждой ячейки светочувствительной матрицы вырабатываются три сигнала, пропорциональные разным компонентам излучения. Наиболее часто используется разложение на три составляющих: красную (R), зеленую (G) и синюю (B). Поверхность образца представима в виде образа [2]
Oik, j [0,l], l = 1, 2, 3, ...,
где Oik, j – отклик элемента светочувст-
вительной матрицы для k-го цветового слоя; k – количество передаваемых матрицей цветов; i, j – номера элемента соответственно в строке и столбце матрицы; l – количество уровней сигнала, передаваемого каждой ячейкой матрицы.
Определение степени гомогенизации гетерогенных смесей по оптолептической информации об их поверхности осуществляют следующим образом [2, 3]:
1. С помощью светосканирующего устройства дистанционно снимается образ поверхности смеси в растровоцифровой форме. Для этого аппарат смешения снабжают светодиодной подсветкой белого цвета со стабилизированным источником питания.
2.Полученную информацию передают на устройство обработки оптолептической информации.
3.По данным исследования форми-
руются матрицы OR, OG, OB отображения цветовых составляющих. Строятся эмпирические законы распределения ин-
тенсивности |
цветовых составляющих |
PR (ξ), PG (ξ), |
PB (ξ), для чего подсчи- |
тывается количество точек с одинаковым состоянием интенсивности, где ξ –
состояние световой интенсивности точки поверхности.
4. Определяется значение энтропии оптолептической информации для каждого цветового слоя, а затем суммарная энтропия, по значению которой определяют степень однородности перемешиваемой гетерогенной смеси.
Значение энтропии информации определяется выражением
Hнат = lnM ,
где Ннат – энтропия информации системы в натуральных единицах (натах); М – количество значений, которые может принять случайная величина ξ – состояние одной точки образа.
Для практического представления удобнее использовать следующее выражение для энтропии:
Hнат = −lnP (ξ),
где P(ξ) – вероятность события ξ.
Оптолептическая информация, представленная в цифровой форме, является дискретной. Образ поверхности смеси характеризуется некоторым массивом точек на плоскости О. Поэтому энтропию в битах целесообразнее выразить следующим образом:
k
Hнат = −1, 44 ∑ pi log2 pi ,
i=1
где k – количество уровней состояния системы; pi – вероятность появления
67
i-го состояния системы, оценка которой вычисляется по формуле
pi (ξ) Ni*  N ,
N ,
где Ni* – количество точек с одинаковым цветом; ξi – i-е состояние информации
о поверхности; N – общее количество точек.
Поскольку значение энтропии для различных партий продукции будет отличаться, то на практике целесообразно использовать энтропию оптолептической информации, полученную при измерении в процессе перемешивания с некоторым интервалом времени ∆τ,
приведенную к максимальному значению энтропии, являющемуся значением энтропии оптолептической информации в начальный момент времени:
Hi = Hi  Hmax ,
Hmax ,
где Hi – энтропия оптолептической информации в момент времени τi ; Hmax –
энтропия информации образца в нулевой момент (для негомогенизированной смеси).
Для каждой цветовой составляющей R, G и B рассчитываются значения энтропии HR, HG и НB, затем вычисляется их сумма
H= H R + H B + HG .
5.Производится определение необходимости прекращения гомогенизации. Гомогенизация прекращается, если изменение энтропии оптолептической информации не происходит за некоторое заданное время.
Также для прекращения гомогенизации смеси управляющее воздействие на отключение привода мешалки может вырабатываться по пороговому значению энтропии оптолептической информации о ее поверхности.
Однако в описанном выше способе не учитываются значения энергозатрат на привод мешалки, что связано с двумя причинами.
Во-первых, в некоторых случаях к недостаткам описанного выше способа можно отнести низкую точность контроля степени однородности гомогенизируемой гетерогенной композиции. Это связано с тем, что для некоторых композиций в силу свойств отдельных их компонентов отражать и поглощать определенную длину волны чувствительность метода может быть разной, поэтому подсветку отдельных смесей целесообразно осуществлять определенной длинной волны. Поскольку заранее требуемая длина волны для той или иной смеси неизвестна, то целесообразно подсветку ее поверхности осуществлять поочередно источниками света с различной длиной волны. При этом по полученной в ходе дистанционного сканирования оптолептической информации вычисляют энтропии оптолептических слоев и анализируют динамику ее изменения. После этого о степени гомогенизации смеси судят по энтропии оптолептической информации, полученной при подсветке источником света с таким спектром излучения, при котором изменение энтропии оптолептической информации будет выражено максимально.
Во-вторых, управляющее воздействие, предполагающее только два уровня – работа и останов привода мешалки, целесообразно организовать таким образом, чтобы обороты мешалки уменьшались с уменьшением значений энтропии оптолептической информации. Такая модернизация способа позволит также решить задачу энергоэффективности. Так, например, данный способ позволит снизить электрозатраты на привод мешалки или шнека в стадиях смешения,
68
реализуемых при технологических процессах периодического действия.
Возможность осуществления способа подтверждается следующим примером.
Для натурного эксперимента были использованы три гетерогенные композиции, полученные на основе строительных растворов.
В процессе гомогенизации с помощью светосканирующего устройства дистанционно снимался образ поверхности смеси в растрово-цифровой форме. Для этого аппарат смешения снабжался подсветкой различных цветов со стабилизированным источником питания, включаемой поочередно. Полученную информацию передавали на устройство обработки оптолептической информации.
Изображение поверхности композиций снималось при различных стадиях гомогенизации, которые определялись тактами работы мешалки. Принималось, что один такт соответствует 10 оборотам мешалки лабораторного смесителя.
В ходе экспериментов вычислялась энтропия оптолептической информации, полученной поочередно при светодиодной подсветке синего, зеленого и белого цветов.
Результаты эксперимента представлены в таблице. Здесь представлены значения энтропии оптолептической информации, полученной при подсветке синего цвета (обозначен в таблице RВ), зеленого цвета (обозначен в таблице RG) и белого цвета (обозначен в таблице RW) на каждом такте смешения. Абсолютная разность энтропий указывает на угол наклона экспоненциальной зависимости, которой выражается уменьшение энтропии оптолептической информации, т.е. чем больше значение этой разности, тем наибольшее приращение имеет функция энтропии на каждом такте смешения. Чем больше величина данного приращения, тем более точно можно определить изменение энтропии.
Значения энтропии оптолептической информации
|
|
Номер |
Энтропия оптолептического слоя |
Абсолютная разность значений |
||||
Номер |
Цвет |
|
энтропий |
|
||||
стадии |
|
|
|
|
|
|
||
|
|
|
|
|
|
|||
образца |
под- |
сме- |
|
|
|
|
|
|
|
светки |
шения |
OR |
OG |
OB |
OR |
OG |
OB |
|
|
|
|
|
|
|
|
|
|
|
1 |
2,488152 |
6,757693 |
3,941962 |
|
|
|
|
|
2 |
2,42963 |
6,586779 |
3,792413 |
|
|
|
|
RB |
3 |
2,338258 |
6,328916 |
3,594752 |
0,312313 |
0,875637 |
0,819927 |
|
|
4 |
2,181989 |
6,002397 |
3,138937 |
|
|
|
|
|
5 |
2,17584 |
5,882056 |
3,122035 |
|
|
|
|
|
1 |
2,568387 |
6,575249 |
6,995661 |
|
|
|
|
|
2 |
2,486454 |
6,303299 |
6,451147 |
|
|
|
1 |
RG |
3 |
2,320344 |
5,664937 |
5,761181 |
0,364565 |
1,542731 |
1,908155 |
|
|
4 |
2,233696 |
5,223413 |
5,333888 |
|
|
|
|
|
5 |
2,203822 |
5,032518 |
5,087506 |
|
|
|
|
|
1 |
7,052575 |
7,162965 |
3,9332 |
|
|
|
|
|
2 |
6,517247 |
6,787628 |
3,898752 |
|
|
|
|
RW |
3 |
5,978749 |
6,240749 |
2,962906 |
1,820336 |
1,483234 |
1,209185 |
|
|
4 |
5,524722 |
5,894637 |
2,882559 |
|
|
|
|
|
5 |
5,232239 |
5,679731 |
2,724015 |
|
|
|
69
Окончание таблицы
|
|
Номер |
Энтропия оптолептического слоя |
Абсолютная разность значений |
||||
Номер |
Цвет |
|
энтропий |
|
||||
стадии |
|
|
|
|
|
|
||
|
|
|
|
|
|
|||
образца |
под- |
сме- |
|
|
|
|
|
|
|
светки |
шения |
OR |
OG |
OB |
OR |
OG |
OB |
|
|
|
|
|
|
|
|
|
|
|
1 |
2,582751 |
7,409924 |
4,985084 |
|
|
|
|
|
2 |
2,238673 |
6,566158 |
2,96789 |
|
|
|
|
RB |
3 |
2,195251 |
6,197681 |
2,841835 |
0,458099 |
1,540296 |
2,234191 |
|
|
4 |
2,177008 |
6,152072 |
2,790223 |
|
|
|
|
|
5 |
2,124652 |
5,869628 |
2,750893 |
|
|
|
|
|
1 |
2,547227 |
6,53536 |
6,987255 |
|
|
|
|
|
2 |
2,38739 |
5,861625 |
5,871489 |
|
|
|
2 |
RG |
3 |
2,191247 |
5,188213 |
5,360148 |
0,434751 |
1,870258 |
2,17547 |
|
|
4 |
2,176142 |
4,98701 |
5,098736 |
|
|
|
|
|
5 |
2,112476 |
4,665103 |
4,811784 |
|
|
|
|
|
1 |
7,24701 |
7,10727 |
7,013743 |
|
|
|
|
|
2 |
6,600755 |
6,174125 |
6,565388 |
|
|
|
|
RW |
3 |
5,688039 |
5,671806 |
6,015635 |
2,176073 |
1,700168 |
1,528401 |
|
|
4 |
5,602098 |
5,562055 |
5,872703 |
|
|
|
|
|
5 |
5,070937 |
5,407101 |
5,485342 |
|
|
|
|
|
1 |
2,577511 |
6,990663 |
4,184898 |
|
|
|
|
RB |
2 |
2,55258 |
6,549147 |
3,786448 |
0,030785 |
0,888398 |
0,41761 |
|
|
3 |
2,546726 |
6,102264 |
3,767288 |
|
|
|
|
|
1 |
2,770824 |
5,809533 |
6,579964 |
|
|
|
3 |
RG |
2 |
2,661627 |
5,14431 |
5,9581 |
0,230023 |
0,686416 |
0,97819 |
|
|
3 |
2,540801 |
5,123116 |
5,601774 |
|
|
|
|
|
1 |
6,805829 |
6,71334 |
5,457454 |
|
|
|
|
RW |
2 |
6,303405 |
6,625882 |
5,271908 |
0,534702 |
0,460381 |
0,471372 |
|
|
3 |
6,271127 |
6,252959 |
4,986082 |
|
|
|
Из данных таблицы следует, что в сравнении с представленным в разработке [3] предлагаемый способ обладает большей точностью. Преимущество предложенного способа состоит в том, что он позволяет повысить точность контроля степени однородности гетерогенной композиции, а также снизить затраты электроэнергии, связанные с аппаратным обеспечением самого технологического процесса приготовления многокомпонентных смесей.
Обеспечение высокого уровня точности непрерывного контроля показателей качества смесевых композиций позволяет разработать эффективную систему как управления технологическим
процессом компаундирования смесевых композиций, так и энергосбережения. Такие системы управления, реализующие представленные способы оперативного контроля, применимы для технологических процессов производства многокомпонентных смесей в строительной, целлюлозно-бумажной, лакокрасочной, фармацевтической, химической, нефтеперерабатывающей и других отраслях промышленности для получения как готовой продукции, так и ее полуфабрикатов.
Список литературы
1. Шумихин А.Г., Сокольчик П.Ю., Сташков С.И. Оперативный контроль
70