

2809.Автоматизация в электроэнергетике и электротехнике
..pdfВ этом случае эффективная и надеж- |
готовления магнитных клиньев. Изго- |
|||||||||||||||||
ная работа |
магнитных |
|
|
клиньев |
(без |
товлена |
необходимая |
технологическая |
||||||||||
разрушения) будет обеспечена в течение |
оснастка и приспособления (пресс- |
|||||||||||||||||
более |
50 000 |
ч при |
180 °С в |
маши- |
формы) для изготовления магнитных |
|||||||||||||
нах с изоляцией класса нагревостойко- |
клиньев плоской формы методом кон- |
|||||||||||||||||
сти Н [1]. |
|
|
|
|
|
|
|
|
|
|
|
тактного |
формирования. |
Организовано |
||||
Как показали исследования зависи- |
производство плоских магнитных клинь- |
|||||||||||||||||
мости |
механических |
характеристик и |
ев (рис. 2) для изготовления опытной |
|||||||||||||||
магнитной проницаемости |
полимеризо- |
партии |
асинхронных |
двигателей |
||||||||||||||
ванного композита от содержания маг- |
ДМ180М4У1JМ 2081 мощностью 22 кВт |
|||||||||||||||||
нетита и его крупности (таблица), тре- |
для железнодорожного транспорта. |
|||||||||||||||||
бования |
по |
|
механической |
прочности |
Испытания показали, что примене- |
|||||||||||||
магнитного клина обеспечивается, если |
ние плоских магнитных клиньев таких |
|||||||||||||||||
содержание |
магнетита |
не |
превышает |
же размеров, как текстолитовые, не при- |
||||||||||||||
30 % при размере частиц 3 мкм, величи- |
водит к значительному увеличению КПД |
|||||||||||||||||
на которых может быть получена с по- |
и снижению нагрева. КПД увеличивает- |
|||||||||||||||||
мощью шаровой мельницы. |
|
|
|
ся всего на 0,2–0,4 %. |
|
|
|
|||||||||||
В этом случае магнитная проницае- |
Исследования магнитного поля на |
|||||||||||||||||
мость достигает 6 0 и не требуется при- |
зубцовом делении статора показали, что |
|||||||||||||||||
менения |
нанотехнологии |
. |
|
|
- |
наиболее |
эффективно |
применение маг- |
||||||||||
|
Для получе |
нитных клиньев с такой формой попе- |
||||||||||||||||
ния магнитного клина с большей |
||||||||||||||||||
магнитной проницаемостью с одновре- |
речного сечения, которая полностью по- |
|||||||||||||||||
менным |
обеспечением |
|
|
механической |
вторяет форму и размеры сечения шли- |
|||||||||||||
прочности требуется введение магнетита |
цевой и клиновой зоны пазов статора, |
|||||||||||||||||
в наноразмерном виде. |
|
|
|
|
|
|
|
имеющих |
магнитную |
|
|
проницаемость |
||||||
Разработана промышленная |
техно- |
не менее (5…6) 0. |
|
|
|
|||||||||||||
логия изготовления армированного ком- |
Для |
снижения потерь мощности |
||||||||||||||||
позиционного |
наноструктурированного |
в пазовом пространстве и дальнейшего |
||||||||||||||||
материала с заданными физико- |
повышения эффективности асинхронно- |
|||||||||||||||||
химическими характеристиками, на ос- |
го двигателя сечение магнитного клина |
|||||||||||||||||
нове которой в ЗАО «Уралэлектромаш» |
выполнено по форме сечения шлицевой |
|||||||||||||||||
разработан технологический процесс из- |
зоны (см. рис. 2). |
|
|
|
||||||||||||||
|
|
|
|
Механические и магнитные характеристики отвержденного |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
композиционного материала |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|||||||||
Содержание |
|
|
Размер |
Предел прочности |
Предел прочности |
Ударная |
|
|
Относительная |
|||||||||
магнетита, |
|
|
частиц |
|
на растяжение, |
|
на изгибе, |
|
вязкость, |
|
|
магнитная |
||||||
мас. % |
|
|
|
|
|
|
|
МПа |
|
|
МПа |
|
кДж/м2 |
|
|
проницаемость |
||
15 |
|
|
|
d = 3 мкм |
|
|
|
|
120 |
|
|
130 |
|
10 |
|
|
2,5 0 |
|
|
|
|
d = 50 нм |
|
|
|
|
160 |
|
|
170 |
|
14 |
|
|
– |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
30 |
|
|
|
d = 3 мкм |
|
|
|
|
80 |
|
|
110 |
|
8 |
|
|
6,2 0 |
|
|
|
|
d = 50 нм |
|
|
|
|
104 |
|
|
145 |
|
12 |
|
|
– |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
60 |
|
|
|
d = 3 мкм |
|
|
|
|
60 |
|
|
90 |
|
6 |
|
|
9,3 0 |
|
|
|
|
d = 50 нм |
|
|
|
|
80 |
|
|
117 |
|
10 |
|
|
– |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
181

Рис. 2. Рабочее место по изготовлению магнитных клиньев, пресс-форма для изготовления и фигурный магнитный клин, сечением повторяющий форму и размеры сечения шлицевой и клиновой зон пазов сердечника
статора двигателя
Для проверки предлагаемых решений проведены стендовые испытания электродвигателей с наноструктурированными магнитными клиньями. Испы-
тания проводились по регламенту, принятому на предприятии ЗАО «Уралэлектромаш» в соответствии с ГОСТ на испытания асинхронных двигателей. Двигатели проходили испытания в 2 этапа. На первом этапе испытывался стандартный двигатель со стеклотекстолитовыми клиньями. На втором этапе стеклотекстолитовые клинья были заменены магнитными. Все испытания проводились на стенде электрических испытаний механосборочного цеха в ЗАО «Уралэлектромаш» штатными работниками предприятия.
Экспериментальное определение величины магнитной проницаемости изготовленных партий магнитных клиньев проведено на магнитно-измерительной установке К-3Э в лаборатории физикотехнического института УрФУ. В сравнительных испытаниях использованы три варианта магнитных клиньев: плоские с = 2 0 таких же размеров, как стеклотекстолитовый клин толщиной 1,5 мм, и фигурные с сечением, повторяющим форму и размеры шлицевой и клиновой зоны пазов, имеющих значения = 6,2 0 и = 9,3 0 в зависимости от содержания магнетита.
Результаты испытаний показали, что применение магнитных клиньев с сечением, полностью повторяющим форму и размеры шлицевой зоны пазов, приводит к уменьшению тока холостого хода и потерь (главным образом, добавочных потерь в стали) и снижению перегрева обмотки статора в номинальном режиме работы двигателя.
В результате применение магнитных клиньев фигурной формы сечения, повторяющей форму и размеры шлицевой и клиновой зоны пазов сердечника статора, с магнитной проницаемостью в пределах (6…9) 0 позволило снизить суммарные потери на 14–21 % (±1,2 %),
182
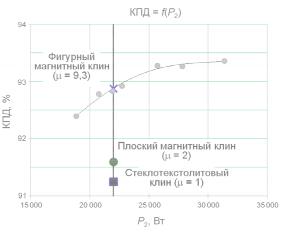
увеличить КПД асинхронных двигателей на 0,9–1,6 % (±0,1 %), снизить нагрев обмотки статора не менее чем на 12– 15 °С, что равносильно увеличению срока службы электродвигателя более чем в 2 раза (рис. 3).
Рис. 3. График зависимости КПД = f(P2) для двигателя ДМ180М2У1JМ с фигурным клином ( = 9,3) и значения КПД при номинальной нагрузке для различных видов клина
Предложенная конструкция магнитного клина позволяет использовать его не только при производстве, но и при ремонте асинхронных двигателей на промышленных предприятиях Уральского региона и России.
Список литературы
1.Макаров Ф.К. Электрические машины переменного тока с магнитными клиньями. – М.: Энергоиздат, 1981. – 96 с.
2.Пат. № 2548868 RU. Способ изготовления материала для получения магнитного клина / Шустов И.И., Бекетов А.Р., Баранов М.В., Пластун А.Т., Денисенко В.И., Недзельский В.Е., Зы-
ков П.Г. – № 2014144999/07; заявл. от 09.10.2013; опубл. 20.04.15, Бюл. № 11.
183
УДК 681.5621.313
АЛГОРИТМ УПРАВЛЕНИЯ ЦИЛИНДРИЧЕСКИМ ЛИНЕЙНЫМ ВЕНТИЛЬНЫМ ДВИГАТЕЛЕМ С ПОСТОЯННЫМИ МАГНИТАМИ
А.Д. Коротаев, А.Т. Ключников, С.В. Шутемов, М.С. Байбаков
Пермский национальный исследовательский политехнический университет
Рассмотрена структура системы, состоящей из цилиндрического линейного двигателя и преобразователя частоты, которые обеспечивают возвратно-поступательное движение поршня в насосе. Показаны основные элементы системы управления двигателем, которая обеспечивает работу насоса. Приведены математические выражения, необходимые для расчета тягового усилия двигателя, а также расчетные величины питающего напряжения и частоты. Показана временная диаграмма управляющих параметров двигателя и подробное описание алгоритма управления. Алгоритм управления проверен на экспериментальной установке.
Ключевые слова: цилиндрический линейный двигатель, алгоритм управления, система управления двигателем, преобразователь частоты.
THE CONTROL ALGORITHM OF CYLINDRICAL LINEAR MOTOR
WITH PERMANENT MAGNETS
A.D. Korotaev, A.T. Klyuchnikov, S.V. Shutemov, M.S. Baibakov
Perm National Research Polytechnic University
The article describes the structure of the system, consisting of a cylindrical linear motor and frequency converter, which provide back-forward movement of the piston pump. The basic elements of the engine management system, which ensures the pump. The mathematical expressions needed to calculate the traction motor, as well as the estimated value of the supply voltage and frequency. It shows a timing diagram of the control parameters of the engine, and a detailed description of the control algorithm. The control algorithm is checked on the experimental setup.
Keywords: cylindrical linear motor, control algorithm, engine management system, frequency converter.
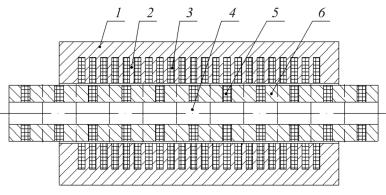
Цилиндрический линейный вен- |
корпуса 1, который содержит шток 4, |
тильный двигатель (ЦЛВД) с постоян- |
множество постоянных магнитов 5 и по- |
ными магнитами (рис. 1) состоит из ци- |
люсов 6. Индуктор 2 неподвижно уста- |
линдрического корпуса 1, индуктора 2 с |
новлен в корпусе 1 и представляет собой |
трехфазными обмотками 3, а также вто- |
множество катушек, образующих трех- |
ричного элемента с возможностью воз- |
фазную обмотку, которая создает бегу- |
вратно-поступательного движения вдоль |
щее магнитное поле вдоль оси корпуса. |
Рис. 1. Продольный разрез ЦЛВД
184

ЦЛВД |
можно |
использовать для |
исследовательского |
политехнического |
|||
электроприводов возвратно-поступатель- |
университета был спроектирован и изго- |
||||||
ного движения различных общепромыш- |
товлен модуль ЦЛВД, показанный на |
||||||
ленных механизмов, а также в нефтедо- |
рис. 2. Номинальное усилие двигателя |
||||||
бывающей промышленности для бес- |
составляет 400 кГс при длине 1 м и фаз- |
||||||
штанговой |
добычи |
нефти из |
скважин |
ном токе 30 А. |
|
|
|
в качестве альтернативы широко распро- |
Для работы двигателя была создана |
||||||
страненным в настоящее время станкам- |
система управления, |
обеспечивающая |
|||||
качалкам. |
|
|
|
возвратно-поступательное |
движение |
||
В этом случае ЦЛВД вместе с |
вторичного |
элемента. |
Функциональная |
||||
поршневым насосом опускаются в сква- |
схема системы управления ЦЛВД пока- |
||||||
жину, а на обмотку двигателя с помо- |
зана на рис. 3. Эта система состоит из |
||||||
щью длинного кабеля подается трехфаз- |
следующих основных элементов: |
||||||
ное напряжение от преобразователя час- |
ВВОД |
– ввод исходных данных |
|||||
тоты, который находится на поверхности |
в базу персонального компьютера; |
||||||
вблизи устья скважины. |
|
ПК – персональный компьютер; |
|||||
Реальный погружной ЦЛВД состоит |
ЭМ – электромеханический модуль |
||||||
из отдельных модулей длиной 1 м, в за- |
ЦЛВД; |
|
|
|
|||
висимости |
от необходимого |
тягового |
ДТ – встроенный в модуль датчик |
||||
усилия определяется число |
модулей |
температуры обмотки индуктора; |
|||||
и длина реального ЦЛВД. |
|
ДП – встроенный в модуль датчик |
|||||
На кафедре электротехники и элек- |
нулевого положения вторичного эле- |
||||||
тромеханики Пермского национального |
мента. |
|
|
|
|||
Рис. 2. Модуль ЦЛВД и система управления
185

Управление модулем ЦЛВД с помощью преобразователя частоты (ПЧ) осуществляется в дианазоне частот 0,5–6 Гц для получения необходимых скоростей перемещения вторичного элемента. В модуль ЦЛВД встроены датчик измерения температуры обмотки индуктора ДТ и датчик нулевого положения вторичного элемента ДП.
Рис. 3. Функциональная схема ЦЛВД
Датчик измерения температуры необходим для контроля температуры обмотки двигателя. Модуль преобразователя информации выполнен на базе ПК. Программное обеспечение реализовано на языке C+ в среде Microsoft Visual Studio 2010 и ориентировано к использованию на промышленном или персональном компьютере. Персональный компьютер связан с преобразователем частоты по кабельной линии связи стандарта RS-485 (с помощью преобразователя интерфейсов RS-485/USB) на базе протокола ModBus. В соответствии с временной диаграммой (рис. 4) производится формирование управляющих команд, передаваемых по шине RS-485 на блок ПЧ.
Рис. 4. Диаграмма изменения управляющих параметров двигателя
Исходными данными для задания в память ПК, которые обеспечивают работу системы автоматического управления в режиме возвратно-поступатель- ного движения, являются следующие:
N – число качаний (двоичных ходов) вторичного элемента;
L – длинна хода вторичного элемента в одну сторону;
Fр – тяговое усилие модуля при рабочем ходе вторичного элемента;
Fо – тяговое усилие модуля при обратном ходе вторичного элемента;
Θдоп – допустимая температура обмотки индуктора;
R1 – сопротивление фазы обмотки статора.
Тяговое усилие модуля ЦЛДВ находится по формуле
F = α π A B D l, |
(1) |
где α – полюсное деление; А – линейная токовая нагрузка; B – магнитная индукция в зазоре; D – диаметр вторичного элемента; l – длина модуля индуктора.
Линейная токовая нагрузка, необходимая для получения заданных усилий Fр, Fо, определяется из формулы (1). Остальные конструктивные величины являются известными, а магнитная индукция B находится из расчета магнитной цепи по методике, изложенной в рабо-
те [3].
Выходное напряжение ПЧ зависит от частоты и определяется по формуле, которая получена на базе экспериментальных исследований для модуля ЦЛВД:
Uл = 2 R1 I1 + ∆U f , |
(2) |
где I – ток статора; ∆U – добавка напряжения на 1 Гц частоты.
В модуле преобразования информации ПК в зависимости от исходных данных производится расчет в реальном времени управляющих команд задания
186
частоты f и напряжения Uл. Эти параметры подаются на вход ПЧ, на выходе которого формируется реальная частота и напряжение питания модуля ЦЛВД.
Перед началом рабочего цикла вторичный элемент модуля ЦЛВД устанавливается в положение «ноль», о чем сигнализирует датчик ДП. Дальнейшая работа модуля ЦЛВД осуществляется на базе временных диаграмм частоты и скорости движения вторичного элемента, показанных на рис. 4. За период Т осуществляется полный цикл возвратнопоступательного движения, после чего вторичный элемент возвращается в нулевое положение, при этом датчик ДП дает сигнал на продолжение цикла работы.
Средняя скорость за период
v = 2 L N . |
(3) |
ср |
60 |
|
На участке разгона вторичного элемента время t1 принято равным времени торможения t2 и составляет 0,1 от времени полуцикла T/2.
Максимальная скорость вторичного элемента определяется из условия равенства площади трапеции на участке 0авс и площади прямоугольника с высотой, равной средней скорости vср. Следовательно, максимальная скорость связана со средней следующим выражением:
vmax = |
vср |
|
|
|
. |
(4) |
1−0,5 (t |
+t |
2 |
) |
|||
|
1 |
|
|
|
|
Известно, что скорость движения магнитного поля в воздушном зазоре и вторичного элемента
v0 = 2 τ f , |
(5) |
где τ – полюсное деление ЦЛВД На основании выражения (5) макси-
мальная частота питающего напряжения
fmax |
= |
vmax |
. |
(6) |
|
||||
|
|
2 τ |
|
|
Суммарное время цикла T, соответственно, определится количеством циклов за минуту и будет
T = |
60 . |
(7) |
|
N |
|
На участке разгона вторичного элемента время t1 принято равным времени торможения t2 и составляет 0,1 от времени полуцикла 0,5T.
Межполюсное расстояние τ неизменно для конкретного двигателя, а в нашем случае τ равно 0,03 м.
Для обеспечения требуемого тягового усилия необходимо задать значение линейной токовой нагрузки. Также необходимо задать время разгона t1 и время торможения t2 двигателя.
Следовательно, для запуска двигателя необходимо задать технологические
параметры L, N, t1, t2, I и τ.
Блок-схема алгоритма управления электропривода ЦЛВД в режиме воз- вратно-поступательного движения показана на рис. 5 [2].
Задание исходных параметров для работы системы осуществляется в блоке № 1 схемы алгоритма рис. 5.
Расчет вышеперечисленных величин осуществляется в блоке № 2 схемы алгоритма.
В процессе работы двигателя необходим контроль температуры обмотки двигателя на каждом цикле его работы.
Вслучае превышения температуры (θраб выше допустимой θдоп) необходима подача команды на остановку двигателя. Контроль температуры обмотки индуктора характеризует блок № 3 схемы алгоритма управления.
Разгон двигателя (на участке 0a, см. рис. 4) происходит при условии t < t1.
Впроцессе разгона частота питающего напряжения нарастает согласно выражению
fp = |
fmax |
t. |
(8) |
|
|||
|
t1 |
|
|
187
Рис. 5. Блок-схема алгоритма управления
Выходное напряжение ПЧ также изменяется по нарастающему закону и определяется согласно выражению (2).
Процессу разгона двигателя соответствует блок № 4 схемы алгоритма рис. 5. В конце разгона двигателя частота питающего напряжения равна максимальному значению, и наступает участок равномерного движения (см. рис. 4, участок ab). На этом участке время находится в пределах t1 < t < (0,5T – t2), а частота и питающее напряжение равны максимальным fmax и Umax. Работу двигателя
на участке ab характеризует блок № 5 схемы алгоритма.
Торможение двигателя (см. рис. 4, участок bc) осуществляется в пределах времени (0,5T – t2) < t < 0,5T. При этом частота напряжения снижается по закону
fТ = |
fmax (0,5T −t) |
. |
(9) |
|
|||
|
t2 |
|
|
При заданном неизменном токе двигателя и при уменьшении частоты напряжение питания также будет снижаться согласно выражению (2). Процесс
188
торможения двигателя представлен |
Экспериментальные |
исследования |
в схеме алгоритма блоком № 6. |
работы электропривода |
модуля ЦЛВД |
В точке «с» (см. рис. 4) частота рав- |
показали, что разработанная система по- |
|
на нулю, что соответствует окончанию |
зволяет работать в необходимом диапа- |
|
рабочего полуцикла. В момент времени |
зоне скорости в пределах 0,03–0,36 м/c. |
|
t = 0,5T подается команда на реверс маг- |
При этом ход вторичного элемента в од- |
|
нитного поля ЦЛВД (блок № 7, см. |
ну сторону составляет 1,2 м, а число |
|
рис. 5) и начинается движение вторично- |
двоичных ходов изменялось от 0,75 до |
|
го элемента назад. При этом работают |
9 в минуту. Номинальное усилие модуля |
|
блоки № 8, 9, 10. Процесс движения вто- |
ЦЛВД составляет 400 кГс. |
|
ричного элемента назад (см. рис. 4, сdek) |
Список литературы |
|
аналогичен движению вперед, так как |
||
блоки № 8, 9, 10 аналогичны блокам |
1. Морозовский В.Т. |
Многосвязан- |
№ 4, 5, 6. По истечении времени второго |
||
полуцикла в микропроцессорной систе- |
ные системы автоматического регулиро- |
|
ме формируется команда на реверс маг- |
вания. – М.: Энергия. 1970. – 288 с. |
|
нитного поля ЦЛВД и рабочий цикл за- |
2. Осин И.Л., Юферов Ф.М. Элек- |
|
канчивается. Датчик ДП подает на блок |
трические машины автоматических уст- |
|
№ 3 команду на повтор цикла. При по- |
ройств: учеб. пособие для вузов. – М.: |
|
даче команды «стоп» происходит от- |
Изд-во МЭИ, 2003. – 424 с. |
|
ключение двигателя блоком № 11. |
|
|
189

Секция 3 ЭЛЕКТРОТЕХНОЛОГИЧЕСКИЕ СИСТЕМЫ
УДК 621.36
ЭНЕРГЕТИЧЕСКИЕ ПАРАМЕТРЫ ИНДУКЦИОННОЙ ПЕЧИ С ХОЛОДНЫМ ТИГЛЕМ
Ж.О. Абдуллаев, Е.Л. Швыдкий, И.А. Усков
Уральский федеральный университет имени первого Президента России Б.Н. Ельцина, Екатеринбург
Индукционные плавильные печи с холодным тиглем играют важную роль в получении тугоплавких металлов и сплавов. Энергоэффективность печей может быть улучшена путем модернизации тигля, что подтверждается результатами исследований электрических потерь с использованием компьютерного моделирования.
Ключевые слова: индукционная плавка, холодный тигель, электрические потери, вихревые токи, компьютерное моделирование.
VARIANTS OF IMPROVING ENERGY EFFICIENCY
IN INDUCTION CRUCIBLE FURNACES WITH COLD CRUCIBLE
Zh.O. Abdullaev, E.L. Shvidkiy, I.A. Uskov
Ural Federal University named after the first President of Russia Boris Yeltsin, Ekaterinburg
Induction melting furnaces with cold crucible play an important role in obtaining a high-melting metals and alloys. Energy efficiency of furnaces can be improved by redesign of crucible, which is confirmed by the results of studies electrical losses using computer simulations.
Keywords: induction melting, cold crucible, electrical losses, eddy currents, computer simulation.
Введение. Внедрение новых передовых технологий в металлургической отрасли является одним из способов снижения издержек, позитивно сказывающимся на конкурентоспособности предприятия в условиях рыночной экономики. Повышение энергоэффективности в энергоемких отраслях напрямую связано с созданием высокопроизводительного, низкозатратного электротехнологического оборудования, которое позволит минимизировать длительность цикла «выплавка – разливка – прокат» и получить на выходе продукт с приемлемым соотношением цена/качество [4, 5]. Для плавления чистых материалов с высокими требованиями к качеству, например при производстве полупровод-
ников, а также при выплавке тугоплавких и высокореакционных металлов, часто используется индукционная печь с холодным тиглем (ИПХТ) [1]. Химически активные металлы, такие как титан, цирконий, материалы для хранения водорода и сверхпроводящие материалы, магнитные и интерметаллические сплавы, высокотемпературные сплавы получают с высокими требованиями по чистоте и жестким контролем структуры. Применение метода индукционной плавки и литья в холодном тигле позволяет преодолеть основные ограничения традиционного метода индукционной плавки с керамическими тиглями.
Проводимые в течение многих лет исследования позволили сформулиро-
190