

2809.Автоматизация в электроэнергетике и электротехнике
..pdf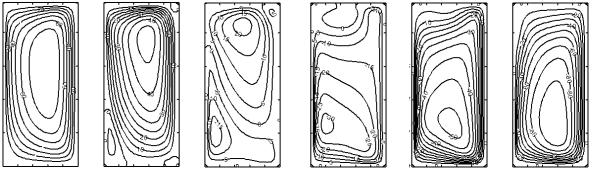
а б в г д е
Рис. 4. Линии тока (ψ · 10–3) в реакторе с ЭП при реверсировании бегущего поля индуктора в различные моменты времени: а − 0; б − 0,75; в − 1,5; г − 2,25; д − 3,0; е − 6,75 с
В существующем реакторе без ЭП |
части реактора, сокращения времени |
||||||
мощность нижнего нагревателя 280 кВт, |
разделения продуктов реакции. |
|
|||||
при этом в зоне охлаждения отводится |
Предложенная |
математическая |
мо- |
||||
110 кВт, что составляет 40 % от подво- |
дель может оказаться полезной для на- |
||||||
димой мощности. Применение индукто- |
значения конкретных технологических |
||||||
ра бегущего поля мощностью 170 кВт |
режимов как в процессе получения по- |
||||||
уменьшает температурные |
градиенты, |
ристого титана, так и в процессе его |
|||||
«размазывая» теплоту экзотермической |
дальнейшей вакуумной сепарации. |
|
|||||
реакции в объеме реактора. Такое пере- |
Работа выполнена при поддержке |
||||||
распределение энергии позволяет отка- |
|||||||
заться от системы обдува для охлажде- |
Министерства образования и науки РФ |
||||||
ния реактора и экономить до 40 % по- |
в рамках базовой части государственно- |
||||||
требляемой энергии. |
|
|
|
го задания. Проект № 1599 «Матема- |
|||
Уменьшения температурных гради- |
тическое моделирование тепломассопе- |
||||||
ентов можно |
достичь |
периодическим |
реноса в расплаве и пористой среде при |
||||
изменением направления (реверсирова- |
электромагнитных |
воздействиях», |
а |
||||
нием) бегущего поля индуктора. Ревер- |
также гранта РФФИ (проект № 13-08- |
||||||
сирование ЭП также позволяет превра- |
96004-р_урал_а). |
|
|
||||
тить стационарное двухконтурное тече- |
Список литературы |
|
|||||
ние в одноконтурное с изменением его |
|
||||||
направления |
на противоположное |
за |
1. Баренблатт Г.И., Ентов В.М., Ры- |
||||
время около 7 с (рис. 4). При этом часто- |
|||||||
та реверсирования для промышленного |
жик В.М. Движение жидкостей и газов |
||||||
реактора составляет 0,15 Гц. |
|
|
в природных пластах. – М.: Недра, |
||||
Заключение. На основе разрабо- |
1984. – 211 с. |
|
|
||||
танной математической модели показана |
2. Листопад Д.А. Усовершенствова- |
||||||
возможность |
эффективного |
управления |
ние магнийтермического процесса полу- |
||||
электромагнитными воздействиями |
как |
чения титана губчатого с целью сниже- |
|||||
структурой, так и интенсивностью тече- |
ния поступления примесей // Технологи- |
||||||
ний в реакторе для производства порис- |
ческий аудит и резервы производства. – |
||||||
того титана, при этом может быть дос- |
Харьков, 2012. – № 3/1(5). – С. 13. |
|
|||||
тигнута энергетическая |
эффективность |
3. Нечаев В.Н., Цаплин А.И. Описа- |
|||||
за счет отказа от охлаждения верхней |
ние теплофизики процесса термического |
||||||
242 |
|
|
|
|
|
|
|

|
Список литературы |
электротехнического оборудования и |
1. Сидоров О.Ю., Сарапулов Ф.Н., |
электротехнологий: сб. ст. – Екатерин- |
|
бург, 2000. – С. 290. |
||
Сокунов Б.А. Моделирование затверде- |
3. Ефимов В.А. Специальные спо- |
|
вания металлического расплава в элек- |
собы литья: справочник / под ред. акад. |
|
тромагнитном кристаллизаторе // Акту- |
АН УССР В.А. Ефимова. – М.: Маши- |
|
альные |
проблемы энергосберегающих |
ностроение, 1991. – 422 с. |
электротехнологий АПЭЭТ–2014: сб. |
4. Герман Э. Непрерывное литье. – |
|
науч. тр. конф. – Екатеринбург, 2014. – |
М.: Гос. науч.-техн. изд-во лит-ры по |
|
С. 97–102. |
черной и цветной металлургии, 1961. – |
|
2. Индукционное устройство в МГД- |
814 с. |
|
технологиях / Б.А. Сокунов, С.Ф. Са- |
5. Voller V.R., Prakash C. The mod- |
|
рапулов, Ю.С. Прудников, В.А. Карта- |
elling of heat, mass and solute transport in |
|
шова, |
Г.Н. Задирака, А.В. Бычков, |
solidification systems // Int. J. Heat Mass |
Д.К. Фигуровский, Ю.Н. Юрьев, Б.Е. Ба- |
Transfer. – 1987. – Vol. 30. – Р. 1709– |
|
луков |
// Вопросы совершенствования |
1719. |
249