

1.11. Трение, износ и стойкость инструмента
Т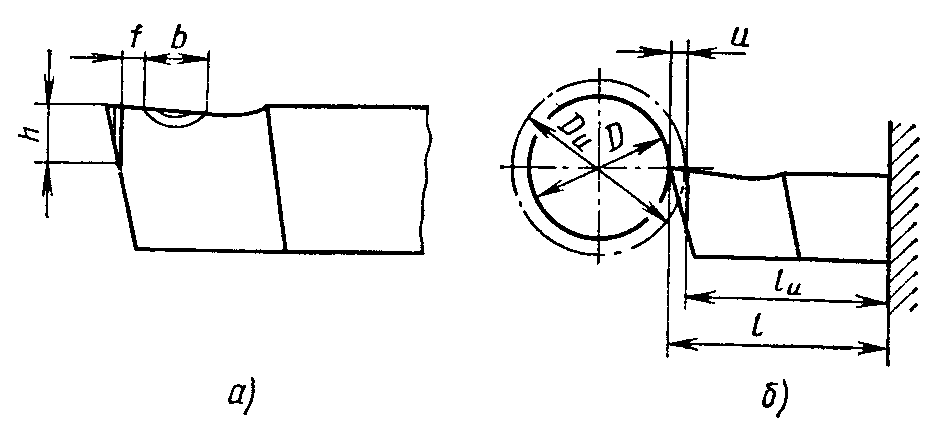 рение
между стружкой и передней поверхностью
инструмента и между его главной задней
поверхностью и поверхностью резания
заготовки вызывает износ режущего
инструмента. В условиях сухого и
полусухого трения преобладает абразивное
изнашивание инструмента (твердые
микрокомпоненты стружки и заготовки
скоблят и царапают трущиеся слои
инструмента). Высокие температуры и
контактные давления также вызывают
другие виды изнашивания: окислительное
– окисление поверхностных слоев
инструмента, а затем быстрое разрушение
поверхностных оксидных пленок; адгезионное
– вырывания частиц материала инструмента
стружкой или материалом заготовки
вследствие их молекулярного сцепления;
термическое
– структурные превращения в материале
инструмента при его нагревании.
рение
между стружкой и передней поверхностью
инструмента и между его главной задней
поверхностью и поверхностью резания
заготовки вызывает износ режущего
инструмента. В условиях сухого и
полусухого трения преобладает абразивное
изнашивание инструмента (твердые
микрокомпоненты стружки и заготовки
скоблят и царапают трущиеся слои
инструмента). Высокие температуры и
контактные давления также вызывают
другие виды изнашивания: окислительное
– окисление поверхностных слоев
инструмента, а затем быстрое разрушение
поверхностных оксидных пленок; адгезионное
– вырывания частиц материала инструмента
стружкой или материалом заготовки
вследствие их молекулярного сцепления;
термическое
– структурные превращения в материале
инструмента при его нагревании.
Рис. 1.11.1. Износ резца (а) и изменение размеров резца и заготовки в результате износа (б)
Рассмотрим общий характер износа режущего инструмента на примере токарного резца (рис. 1.11.1, а). При износе резца на передней поверхности образуется лунка шириной b, а на главной задней поверхности – ленточка шириной h. У инструментов из разных материалов и при разных режимах резания преобладает износ передней или главной задней поверхности. При одновременном износе по этим поверхностям образуется перемычка f.
Износ резца по главной задней поверхности в процессе обработки изменяет глубину резания, так как уменьшается вылет резца на величину u=l – lu (рис. 1.11.1, б). Значение износа резца пропорционально времени обработки, поэтому по мере роста значения и глубина резания t уменьшается. Обработанная поверхность получается конусообразной с наибольшим диаметром Du и наименьшим D.
Количественное выражение допустимого значения износа называют критерием износа. За критерий износа принимают в большинстве случаев износ инструмента по главной задней поверхности h. Для токарных резцов из быстрорежущей стали допустимый износ h = 1,5 – 2 мм, для резцов с пластинками твердого сплава h = 0,8 – 1 мм; с минералокерамическими пластинками h = 0,5 – 0,8 мм. Допустимому износу инструмента соответствует определенная его стойкость.
Под стойкостью инструмента Т понимают суммарное время (мин) его работы между переточками на определенном режиме резания. Стойкость токарных резцов, режущая часть которых изготовлена из разных инструментальных материалов, составляет 30 – 90 мин. Стойкость инструмента зависит от физико-механических свойств материала инструмента и заготовки, режима резания, геометрии инструмента и условий обработки. Наибольшее влияние на стойкость оказывает скорость резания.
Между величинами V и T существует зависимость:
![]() или
или
![]() ,
,
где С – постоянная величина; m – показатель относительной стойкости инструмента (для резцов m=0,1 – 0,3).
Так как величина m мала, то стойкость резцов резко падает даже при незначительном повышении скорости резания. Поэтому обработку следует вести на расчетной скорости. Это условие легко выполнимо на станках с бесступенчатым регулированием частоты вращения шпинделя. На станках со ступенчатым регулированием частоты вращения шпинделя обработку ведут на ближайшей меньшей к расчетной частоте вращения заготовки. В данном случае при небольшом уменьшении скорости резания стойкость инструмента будет больше принятой. Это уменьшит время на смену затупившегося инструмента, но, как правило, не снизит производительность.
Износ инструмента приводит не только к снижению точности размеров и геометрической формы обработанных поверхностей. Работа .затупившимся инструментом вызывает рост силы резания. Соответственно увеличиваются составляющие силы резания, что вызывает повышенную деформацию заготовки и инструмента и еще более снижает точность и изменяет форму обработанных поверхностей заготовок. Увеличиваются глубина наклепанного поверхностного слоя материала заготовки и силы трения между заготовкой и инструментом, что, в свою очередь, увеличивает теплообразование в процессе резания.
При обработке на настроенных станках износ инструмента приводит к рассеянию размеров обработанных поверхностей заготовок, что снижает качество сборки деталей в условиях взаимозаменяемости. Уменьшить влияние износа на точность обработки можно периодической подналадкой станка.