

2.2. Точение
Точение является основным способом обработки поверхностей тел вращения.
Процесс резания осуществляется на токарных станках при вращении обрабатываемой заготовки (главное движение, обозначается символом V) и перемещении резца (движение подачи, обозначается символом S).
Токарные резцы
В качестве режущего инструмента при точении используются токарные резцы.
П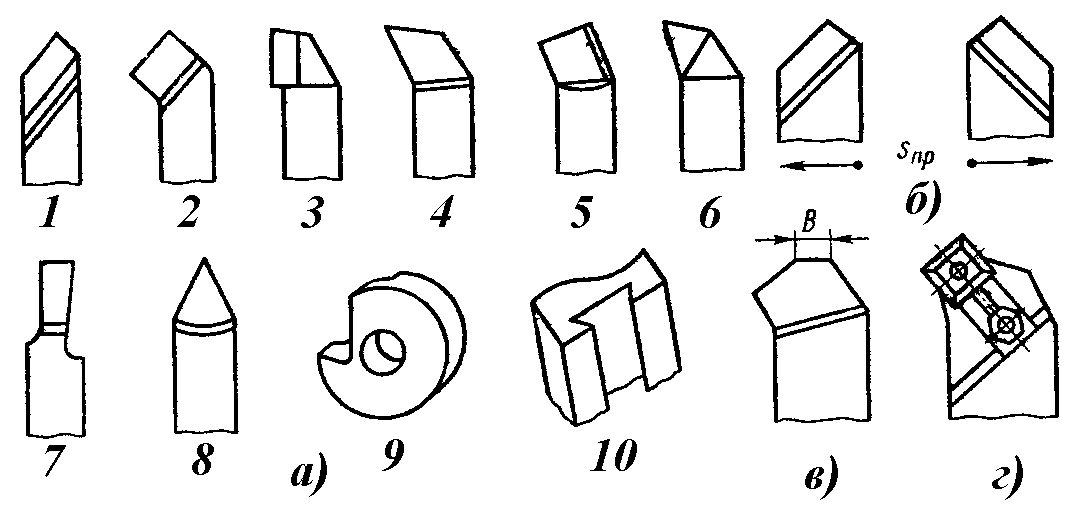 о
технологическому назначению различают
резцы (рис. 2.2.1, а): проходные 1 – 3 для
обтачивания наружных цилиндрических
и конических поверхностей; подрезные
4 для обтачивания плоских торцовых
поверхностей; расточные 5 и 6 для
растачивания сквозных и глухих отверстий;
отрезные 7 для разрезания заготовок;
резьбовые для нарезания наружных 8 и
внутренних резьб; фасонные круглые 9 и
призматические 10 для обтачивания
фасонных поверхностей; прорезные для
обтачивания кольцевых канавок и др.
о
технологическому назначению различают
резцы (рис. 2.2.1, а): проходные 1 – 3 для
обтачивания наружных цилиндрических
и конических поверхностей; подрезные
4 для обтачивания плоских торцовых
поверхностей; расточные 5 и 6 для
растачивания сквозных и глухих отверстий;
отрезные 7 для разрезания заготовок;
резьбовые для нарезания наружных 8 и
внутренних резьб; фасонные круглые 9 и
призматические 10 для обтачивания
фасонных поверхностей; прорезные для
обтачивания кольцевых канавок и др.
Рис. 2.2.1. Токарные резцы
По характеру обработки различают резцы черновые, получистовые и чистовые. По форме рабочей части резцы (рис. 2.2.1, а) делят на прямые 1, отогнутые 2, оттянутые 7. По направлению подачи резцы подразделяют на правые и левые (рис. 2.2.1, б). Правые работают с подачей справа налево, левые – слева направо. По способу изготовления различают резцы целые, с приваренной встык рабочей частью, с приваренной или припаянной пластинкой инструментального материала, со сменными пластинками режущего материала.
Для высокопроизводительного точения с большими подачами используют резцы с дополнительной режущей кромкой (рис. 2.2.1, б).
В промышленности применяют резцы с многогранными неперетачиваемыми твердосплавными пластинками (рис. 2.2.1, г). Когда одна из режущих кромок выходит из строя вследствие затупления, открепляют механический прижим пластинки и устанавливают в рабочее положение следующую кромку.
Основные операции точения
С помощью точения выполняют следующие основные операции:
1) Обтачивание – обработка наружных цилиндрических и конических поверхностей (рис. 2.2.2, а). Выполняется прямыми, отогнутыми или упорными проходными резцами с продольной подачей.
2) Растачивание – обработка внутренних поверхностей (рис. 2.2.2, б, в). Выполняется расточными резцами, закрепленными в резцедержателе станка, с продольной подачей. Гладкие сквозные отверстия растачивают проходными резцами (см. рис. 2.2.2, б), ступенчатые и глухие отверстия – упорными расточными резцами (см. рис. 2.2.2, в).
3) Подрезание – обработка торцевых поверхностей (рис. 2.2.2, г). Выполняется перед обтачиванием наружных поверхностей. Торцы подрезают подрезными резцами с поперечной подачей к центру или от центра заготовки. При подрезании от центра к периферии поверхность торца получается менее шероховатой.
4) Резьбонарезание – нарезание резьбы (рис. 2.2.2, д). Резьбу нарезают с продольной подачей резца Sпр. Форма режущих кромок резьбовых резцов определяется профилем и размерами поперечного сечения нарезаемых резьб.
5) Резка – разрезание заготовок на части (рис. 2.2.2, е, ж). Выполняется отрезными резцами с поперечной подачей. При отрезке детали резцом с прямой главной режущей кромкой (см. рис. 2.2.2, е) разрушается образующаяся шейка и приходится дополнительно подрезать торец готовой детали. При отрезке детали резцом с наклонной режущей кромкой (см. рис. 2.2.2, ж) торец получается чистым.
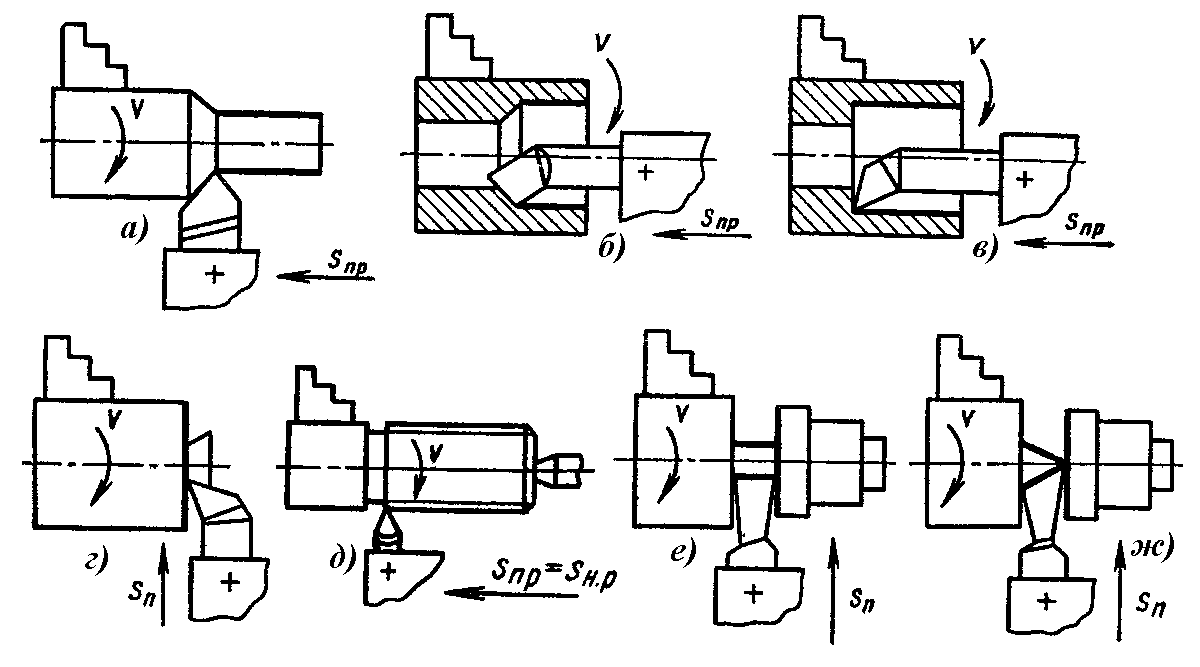
Рис. 2.2.2. Схемы обработки заготовок точением
Кроме того, к токарным операциям относятся протачивание канавок и обтачивание фасонных поверхностей заготовок фасонными резцами или с помощью фасонных копиров.