

Методы ээо
Различают следующие методы ЭЭО:
1) Электроискровая обработка (ЭИсО).
2) Электроимпульсная обработка (ЭИмО).
3) Электроконтактная обработка (ЭКО).
Первые два метода – бесконтактные. Они отличаются друг от друга параметрами электрических разрядов, прежде всего их мощностью и продолжительностью.
Мощность импульсов при ЭИмО больше, чем при ЭИсО. Это обеспечивает методу ЭИмО более высокую производительность при более низком качестве поверхности. Поэтому, целесообразно применение комбинированной ЭЭО, когда черновая обработка ведется методом ЭИмО, затем чистовая – методом ЭИсО. Сравнительные характеристики бесконтактных методов ЭЭО даны в табл. 4.2.1.
Таблица 4.2.1. Сравнительные характеристики бесконтактных методов ЭЭО
|
Метод ЭЭО |
|
ЭИсО |
ЭИмО |
|
Вид разряда |
импульсный искровой |
импульсный дуговой |
Полярность |
прямая |
обратная |
Длительность импульса, с |
10-4...10-7 |
10-2...10-4 |
Частота следования импульсов, кГц |
0,1...100 |
0,15...3 |
Напряжение источника питания max, В |
300 |
30 |
Сила тока источника питания max, А |
125 |
500 |
Температура канала разряда, 0С |
10000...12000 |
4000...5000 |
Производительность max, мм3/мин |
1900 |
15000 |
Шероховатость обработанной поверхности Ra, мкм |
0,6...5 |
5...20 |
Метод электроконтактной обработки (ЭКО)
Метод ЭКО основан на локальном нагреве заготовки в месте контакта с электродом-инструментом за счет подвода тока большой плотности. Размягченный или расплавленный металл заготовки удаляется из зоны обработки механически, движением инструмента. Обработка возможна со значительным давлением инструмента на заготовку, или без давления, в режиме электрического оплавления.
Размягчение, расплавление и частичное испарение металла происходит за счет нагрева контактных перемычек между электродами, а также за счет дуговых разрядов между ними. Контактные перемычки образуются сначала в твердой фазе материала заготовки, а затем в жидкой фазе. Возможно также кратковременное замыкание электродов диспергированными частицами металла. Разряды возникают в результате размыкания (электрического взрыва) контактных перемычек или вследствие непосредственного пробоя промежутка между электродами по аналогии с бесконтактными методами ЭЭО. Размыкание контактных перемычек происходит при разрыве контактов между электродами за счет их относительного движения, сопровождается скачком напряжения и возникновением дугового разряда.
Преимущества ЭКО по сравнению с бесконтактными методами ЭЭО: 1) высокая производительность; 2) не требуются жидкие рабочие среды; 3) не требуется источник постоянного тока; 4) малый износ режущего инструмента; 5) безопасное для работы напряжение на электродах.
Н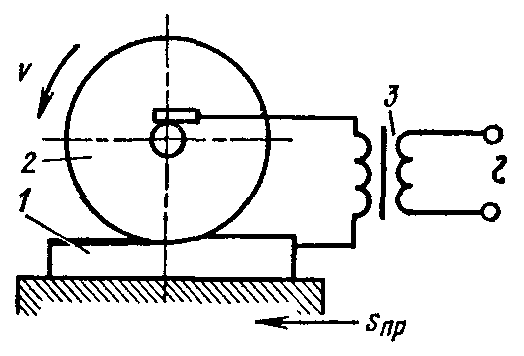 едостатки
ЭКО по сравнению с бесконтактными
методами ЭЭО:
1) низкая точность; 2) невысокое качество
поверхности.
едостатки
ЭКО по сравнению с бесконтактными
методами ЭЭО:
1) низкая точность; 2) невысокое качество
поверхности.
Рис. 4.2.4. Схема электроконтактной обработки плоской поверхности:
1 – обрабатываемая заготовка; 2 – инструмент-электрод;
3 – трансформатор
ЭКО применяют при зачистке отливок от заливов, отрезке лит-никовых систем и прибылей, зачистке проката из спецсплавов, черновом круглом наружном, внутреннем и плоском шлифовании корпусных деталей машин из труднообрабатываемых сплавов (рис. 4.2.4).
Пример применения ЭЭО (ЭИсО): прошивка отверстия диаметром 0,15 мм в распылителях дизельных форсунок на станках ЛКЗ - 34, ЛКЗ - 59 с затратой времени от 15 до 35 сек на одно отверстие.