

Раздел № 2. Лезвийная обработка заготовок деталей машин резанием
План тем раздела:
2.1. Общая характеристика лезвийной механической обработки резанием
2.2. Точение
2.3. Сверление
2.4. Фрезерование
2.5. Протягивание
2.6. Строгание
2.1. Общая характеристика лезвийной механической обработки резанием
Обработка резанием – это процесс получения детали требуемой геометрической формы, точности размеров, взаиморасположения и шероховатости поверхностей за счет механического срезания с поверхностей заготовки режущим инструментом материала технологического припуска в виде стружки.
Обработка резанием является универсальным методом размерной обработки. Метод позволяет обрабатывать поверхности деталей различной формы и размеров с высокой точностью из наиболее используемых конструкционных материалов. Он обладает малой энергоемкостью и высокой производительностью. Вследствие этого обработка резанием является основным, наиболее используемым в промышленности процессом размерной обработки деталей.
Резанием обрабатывают литые, кованые и полученные другими методами пластического деформирования заготовки, а также заготовки, полученные сваркой.
В зависимости от используемого типа инструмента способы механической обработки подразделяют на лезвийные и абразивные.
Отличительной особенностью лезвийных способов обработки является наличие у обрабатывающего инструмента острой режущей кромки (либо нескольких кромок) определенной геометрической формы.
Для абразивных способов обработки характерно наличие множества различным образом ориентированных режущих зерен абразивного инструмента, каждое из которых представляет собой микроклин.
Основными способами лезвийной обработки являются точение, сверление, фрезерование, строгание и протягивание. В основу классификации способов обработки заложен вид используемого инструмента и кинематика движений. Любой способ обработки включает два движения: главное – движение резания (обозначается V) – и вспомогательное –движение подачи (обозначается S). Главное движение обеспечивает съем металла, а вспомогательное – подачу в зону обработки следующего необработанного участка заготовки. Эти движения осуществляются за счет перемещения заготовки или инструмента.
В зависимости от точности размеров и шероховатости получаемой поверхности различают черновую и чистовую обработку резанием. Чистовая обработка характеризуется большей точностью размеров и меньшей шероховатостью поверхности по сравнению с черновой.
Л юбой
лезвийный инструмент состоит из рабочей
части, включающей режущие лезвия,
образующие их поверхности, режущие
кромки и крепежной части, предназначенной
для установки и закрепления в рабочих
органах станка.
юбой
лезвийный инструмент состоит из рабочей
части, включающей режущие лезвия,
образующие их поверхности, режущие
кромки и крепежной части, предназначенной
для установки и закрепления в рабочих
органах станка.
Рис. 2.1.1. Условная схема процесса резания
Основным режущим элементом любого лезвийного инструмента является режущий клин определенной геометрической формы (рис. 2.1.1). Его твердость и прочность должны существенно превосходить твердость и прочность обрабатываемого материала, обеспечивая его режущие свойства. К инструменту прикладывается усилие резания P, равное силе сопротивления материала резанию, и сообщается перемещение относительно заготовки со скоростью V. Под действием приложенного усилия режущий клин врезается в заготовку и, разрушая обрабатываемый материал, срезает с поверхности заготовки стружку. В процессе образования стружки металл заготовки претерпевает упругопластическую деформацию, которая заканчивается разрушением и сопровождается рядом физико-химических процессов: трением, износом инструмента, выделением тепла, вибрациями и т. д. Выбор материала режущей части лезвийного инструмента и ее геометрической формы зависит от вида обрабатываемого конструкционного материала заготовки.
Основные углы заточки лезвийного инструмента
Режущий клин любого типа лезвийного инструмента может иметь несколько углов заточки, однако основными из них, оказывающими наибольшее влияние на процесс резания, являются передний и задний углы (рис. 2.1.2).
О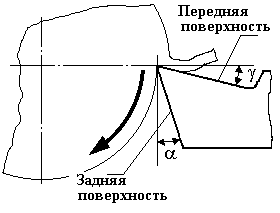 ни
измеряются в одной плоскости, так
называемой главной секущей, которая
при точении проводится перпендикулярно
проекции главной режущей кромки клина
(той, что режет металл) на основную
(горизонтальную) плоскость.
ни
измеряются в одной плоскости, так
называемой главной секущей, которая
при точении проводится перпендикулярно
проекции главной режущей кромки клина
(той, что режет металл) на основную
(горизонтальную) плоскость.
Рис. 2.1.2. Основные углы заточки токарного резца
Передний и задний углы – это основные углы заточки режущих кромок у любого вида лезвийного инструмента. Передний угол – это угол заточки передней поверхности.
Отличительной особенностью передней поверхности всегда является то, что по ней сходит стружка.
Задний угол – угол заточки задней поверхности, которая вместе с передней поверхностью образует режущий клин резца (см. рис. 2.1.2), зуба сверла, фрезы, протяжки и т. д.
Геометрические параметры режущего инструмента оказывают существенное влияние на усилие резания, качество поверхности и износ инструмента. Так, с увеличением переднего угла инструмент легче врезается в материал, снижаются силы резания, улучшается качество поверхности, но повышается износ инструмента. Наличие заднего угла снижает трение инструмента о поверхность резания, уменьшая его износ, но чрезмерное его увеличение ослабляет режущую кромку, способствуя ее разрушению при ударных нагрузках.