

Особенности химического травления
П роцесс
травления идет по всем направлениям с
одинаковой скоростью, поэтому защитное
покрытие должно перекрывать требуемую
границу размера выемки A
на величину, равную глубине травления
R
(рис. 4.4.3).
роцесс
травления идет по всем направлениям с
одинаковой скоростью, поэтому защитное
покрытие должно перекрывать требуемую
границу размера выемки A
на величину, равную глубине травления
R
(рис. 4.4.3).
Рис. 4.4.3. Травление металла заготовки под покрытием: 1 – покрытие; 2 – заготовка
Под покрытием металл травится по радиусу R. При недостаточной ширине паза (менее 2 мм) в пространстве под покрытием скапливается газ, препятствующий травлению. Для его удаления деталь необходимо периодически встряхивать, переворачивать, прикладывать вибрации.
После травления шероховатость обработанных поверхностей увеличивается на 1 – 2 класса (причем больше всего у литых заготовок). Глубина травления обычно составляет 6 – 8 мм (реже до 12 мм). Чем больше глубина травления, тем меньше точность, и больше шероховатость поверхности.
Химическим травлением получают местные утонения на нежестких заготовках, ребра жесткости, извилистые канавки и щели, «вафельные» поверхности, обрабатывают поверхности, труднодоступные для режущего инструмента.
4.5. Ультразвуковая обработка
УЗО основана на разрушении обрабатываемого материала абразивными зернами под ударами инструмента, колеблющегося с ультразвуковой частотой.
Ультразвуковая обработка (УЗО) является частным случаем механического вибрационного воздействия, которое может быть низкочастотным и высокочастотным. Частота колебаний инструмента при УЗО превышает звуковой диапазон и составляет 16 –30 кГц.
М еханическое
вибрационное воздействие инструмента
на заготовку, как правило, сочетается
с равномерным механическим воздействием
(давлением) того же инструмента. При
ультразвуковой абразивной обработке
в зону обработки подается абразивная
среда (суспензия).
еханическое
вибрационное воздействие инструмента
на заготовку, как правило, сочетается
с равномерным механическим воздействием
(давлением) того же инструмента. При
ультразвуковой абразивной обработке
в зону обработки подается абразивная
среда (суспензия).
Рис. 4.5.1. Принципиальная схема ультразвуковой обработки
В основе получения ультразвуковых колебаний лежит явление магнитострикции – изменения линейных размеров ряда материалов в магнитном поле. Эффектом магнитострикции обладают никель, железоникелевые сплавы (пермендюр), железоалюминиевые сплавы (альфер), ферриты.
Магнитострикционный сердечник 1 (рис. 4.5.1) периодически изменяет свою длину (на 2...10 мкм) при наличии переменного электромагнитного поля, которое наводится при помощи генератора 6. Резонансный волновод 2 припаивают к торцу сердечника для увеличения амплитуды колебаний (до 10-60 мкм) и концентрации энергии. Через сердечник 1 прокачивают воду для охлаждения (нагрев на гистерезис, вихревые токи). Под пуансоном 3 помещают заготовку 4. Обработка ведется в ванне 5, заполненной абразивной суспензией (взвесь абразивных зерен в воде).
П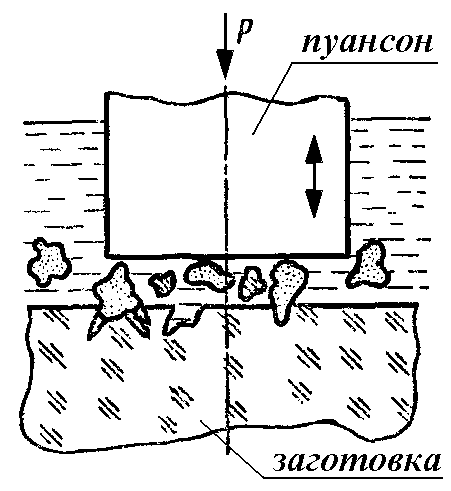 рипуск
с поверхности заготовки снимают
абразивные зерна, получающие энергию
от удара пуансоном (рис. 4.5.2).
рипуск
с поверхности заготовки снимают
абразивные зерна, получающие энергию
от удара пуансоном (рис. 4.5.2).
Рис. 4.5.2. Разрушение обрабатываемого материала при ультразвуковой обработке
Инструмент, колеблющийся с ультразвуковой частотой, ударяет по зернам абразива, лежащим на обрабатываемой поверхности заготовки, которые скалывают частицы материала заготовки (см. рис. 4.5.2).
В жидкости происходят кавитационные процессы (образование пузырьков при разряжении, их ликвидация и удар при сжатии), которые способствуют перемешиванию абразивных зерен под инструментом и более интенсивному разрушению материала заготовки. Инструмент поджимают к заготовке с небольшим усилием P (до 60 Н).
Ультразвуковым методом обрабатывают хрупкие твердые материалы: стекло, керамику, ферриты, кремний, кварц, драгоценные минералы, в том числе алмазы, твердые сплавы, титановые сплавы, вольфрам. Вязкие материалы (незакаленная сталь, латунь) плохо обрабатываются УЗО, так как в этом случае не происходит сколов.
Ультразвуковым методом получают (рис. 4.5.3) сквозные и глухие отверстия любой формы поперечного сечения (а, б), фасонные полости (в), разрезают заготовки на части (г), профилируют наружные поверхности, гравируют, прошивают отверстия с криволинейными осями, нарезают резьбы.

Рис. 4.5.3. Схемы ультразвуковой обработки поверхностей заготовок:
а и б – прошивание цилиндрического и фасонного отверстий; в – обработка внутренней полости; г – разрезание
Рабочие движения для указанных видов обработки: скорость резания V (движение абразивных зерен в направлении обрабатываемой поверхности) и движение подачи S.
Инструменты изготовляют из закаленных (НRС 35 – 40), но вязких материалов.
Точность размеров и шероховатость поверхностей, обработанных ультразвуковым методом, зависят от зернистости используемых абразивных материалов и соответствуют точности и шероховатости поверхностей, обработанных шлифованием.