

Режим резания
Основные задачи резания – обеспечить наибольшую производительность и требуемое качество поверхности детали при наименьшей себестоимости обработки. Таким образом, необходимо найти такие режимы резания, при которых сочетание всех факторов, влияющих на стоимость обработки, обеспечит наивыгоднейшие условия обработки конкретной заготовки. Такие режимы называют оптимальными.
Обязательные элементы режима резания при любом виде лезвийной обработки следующие: глубина резания t, скорость резания V, скорость подачи S.
Рассмотрим элементы режима резания при точении (рис. 2.2.3).
1) Глубина резания t, [мм] – толщина слоя материала, срезаемая за один рабочий ход резца.
Э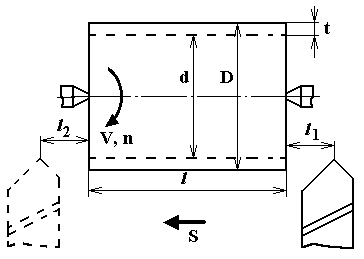 то
расстояние между обрабатываемой и
обработанной поверхностями заготовки,
измеренное перпендикулярно к последней.
При точении цилиндрической поверхности
глубина резания равна полуразности
диаметров до и после обработки (см. рис.
2.2.3): t=(D–d)/2. При подрезке канавок и
отрезке глубина резания равна ширине
отрезного резца. Рекомендуется глубину
резания назначать равной расчетному
максимально возможному значению,
способствующему получению поверхности
требуемой формы и качества.
то
расстояние между обрабатываемой и
обработанной поверхностями заготовки,
измеренное перпендикулярно к последней.
При точении цилиндрической поверхности
глубина резания равна полуразности
диаметров до и после обработки (см. рис.
2.2.3): t=(D–d)/2. При подрезке канавок и
отрезке глубина резания равна ширине
отрезного резца. Рекомендуется глубину
резания назначать равной расчетному
максимально возможному значению,
способствующему получению поверхности
требуемой формы и качества.
Рис. 2.2.3. Эскиз операции продольного точения цилиндра
2) Скорость резания V, [м/мин] – расстояние, пройденное точкой режущей кромки инструмента относительно заготовки в единицу времени.
Наибольшей скоростью при токарной обработке будет обладать точка с наибольшим радиусом цилиндрической или фасонной поверхности (на периферии заготовки). При частоте вращения заготовки n [об/мин], скорость резания будет равна V= D n / 1000, где D – диаметр обрабатываемой поверхности, мм (см. рис. 2.2.3).
Скорость резания при точении назначается по эмпирической (выведенной экспериментально) зависимости:
![]() .
.
Значения коэффициентов С, К и показателей степени x, y, m выбираются по таблицам из справочников (например, технолога-машиностроителя) в зависимости от конкретных условий резания: вида обработки (черновая либо чистовая), материала инструмента и заготовки, глубины резания t, геометрии инструмента, применения смазочно-охлаждающей жидкости и т. д.
В формулу входят также подача резца за один оборот заготовки S [мм/об], и стойкость резца T, [мин]. Стойкость резца T – это время его непрерывной работы до затупления, после чего резец необходимо перетачивать или заменять. Стойкость зависит в основном от вида инструментального материала.
3) Подача S, [мм/об] – при точении это путь точки режущей кромки инструмента относительно заготовки в направлении движения подачи за один оборот заготовки.
Назначается подача также по справочникам в зависимости от глубины резания и других условий резания. Обычно при точении S=(0,05...0,25)t.
Проверка элементов режима резания по мощности электродвигателя станка
Выполняется в следующей последовательности:
1) Вычисляется тангенциальная (вертикальная) составляющая усилия резания Pz, которая действует на резец в направлении движения резания (рис. 2.2.4).
Е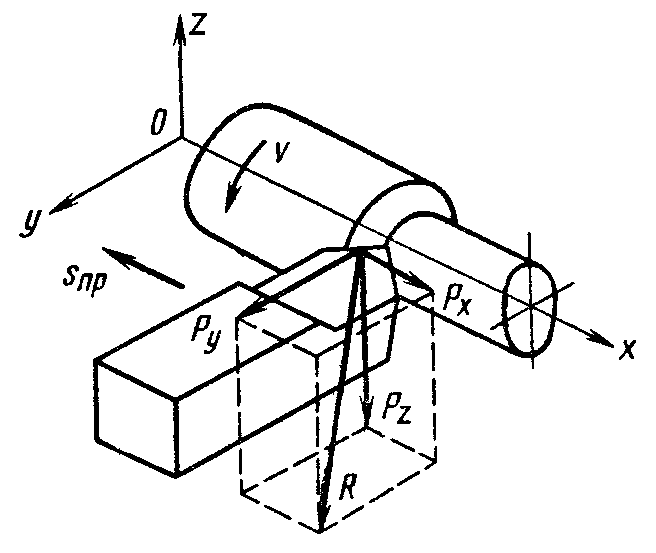 сли
обозначить символом R равнодействующую
всех сил, действующих на резец (см. рис.
2.2.4), то Pz
– главная составляющая силы резания,
совпадающая по направлению со скоростью
главного движения резания в вершине
резца (тангенциальная); Px
– осевая составляющая силы резания,
параллельная оси X главного вращательного
движения резания; Py
– радиальная составляющая силы резания,
направленная по радиусу главного
вращательного движения резания в вершине
резца перпендикулярно к оси заготовки.
сли
обозначить символом R равнодействующую
всех сил, действующих на резец (см. рис.
2.2.4), то Pz
– главная составляющая силы резания,
совпадающая по направлению со скоростью
главного движения резания в вершине
резца (тангенциальная); Px
– осевая составляющая силы резания,
параллельная оси X главного вращательного
движения резания; Py
– радиальная составляющая силы резания,
направленная по радиусу главного
вращательного движения резания в вершине
резца перпендикулярно к оси заготовки.
Рис. 2.2.4. Разложение равнодействующей сил резания на составляющие
Наибольшее значение из всех трех компонент имеет тангенциальная сила Pz, по которой могут быть определены крутящий момент на шпинделе станка и эффективная мощность резания (мощность, необходимая для осуществления процесса резания).
К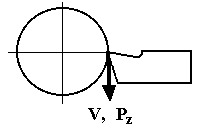 омпоненту
Pz
можно считать совпадающей по направлению
с вектором скорости главного движения
резания в вершине резца V (рис. 2.2.5).
омпоненту
Pz
можно считать совпадающей по направлению
с вектором скорости главного движения
резания в вершине резца V (рис. 2.2.5).
Рис. 2.2.5. К определению направления тангенциальной составляющей силы резания Pz
Силу Pz, [Н], определяют по эмпирической формуле:
![]() ,
,
где Cp – коэффициент, учитывающий физико-механические свойства материала обрабатываемой заготовки; Kp – коэффициент, учитывающий факторы, не вошедшие в формулу (углы резца, материал резца и т. д.). Значения коэффициентов Kp, Cp и показателей степеней x, y, n даны в справочниках для конкретных условий обработки.
2) Определяется эффективная мощность резания Ne, [кВт]. Это мощность, необходимая для вращения заготовки (она расходуется на деформирование и срезание с заготовки слоя металла). При точении цилиндрической поверхности
![]() .
.
3) Должно выполняться условие:
![]() ,
,
где Nэл – мощность электродвигателя станка; – КПД механизмов и передач станка.
То есть мощность электродвигателя станка должна быть больше или равна эффективной мощности резания с учетом потерь в приводе (КПД можно принять равным =0,75).
Если данное условие не выполняется, необходимо снизить число оборотов и скорость, подачу и глубину резания, либо вести обработку на более мощном станке.