

1.7. Силы резания
Деформирование и срезание с заготовки слоя металла происходит под действием внешней силы Р, приложенной со стороны инструмента к обрабатываемой заготовке. Направление вектора силы совпадает с вектором скорости резания V.
Работа, затрачиваемая на деформацию и разрушение материала заготовки (PV), расходуется на упругое и пластическое деформирование металла, его разрушение, преодоление сил трения задних поверхностей инструмента о заготовку и стружки о переднюю поверхность инструмента.
В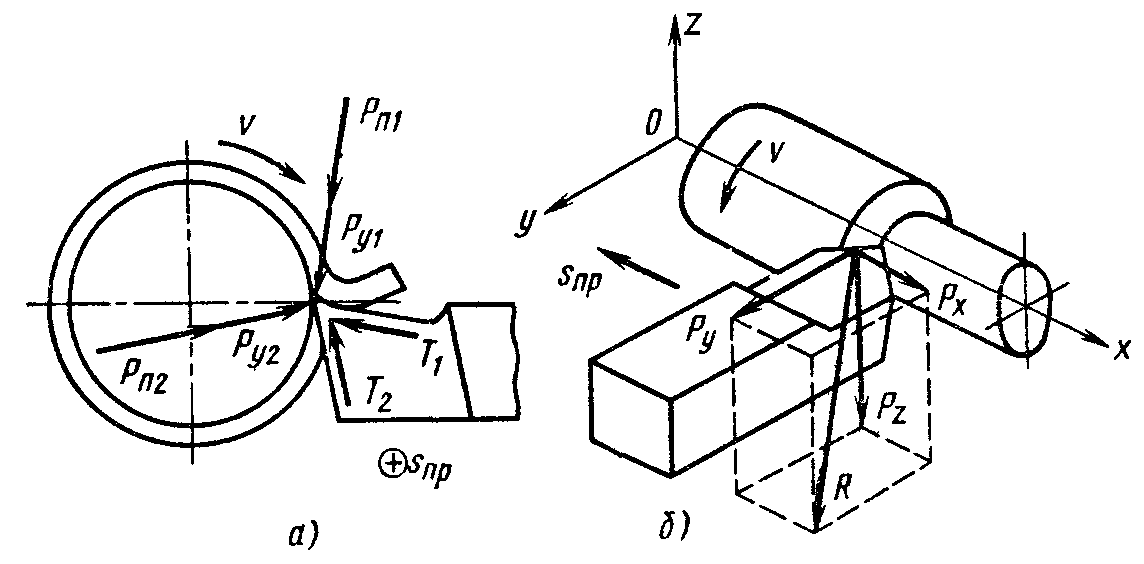 результате сопротивления металла
деформированию возникают реактивные
силы, действующие на режущий инструмент.
Это силы упругого (Ру1
и Ру2)
и пластического (.Рп1
и Рп2)
деформирования, векторы которых
направлены перпендикулярно к передней
и главной задней поверхностям резца
(рис. 1.7.1, а).
результате сопротивления металла
деформированию возникают реактивные
силы, действующие на режущий инструмент.
Это силы упругого (Ру1
и Ру2)
и пластического (.Рп1
и Рп2)
деформирования, векторы которых
направлены перпендикулярно к передней
и главной задней поверхностям резца
(рис. 1.7.1, а).
Рис. 1.7.1. Силы, действующие на резец (а), и разложение силы резания на составляющие (б)
Наличие нормальных сил обусловливает возникновение сил трения (T1 и Т2), направленных по передней и главной задней поверхностям инструмента. Указанную систему сил приводят к равнодействующей силе резания:
![]() .
.
Считают, что точка приложения силы R находится на рабочей части главной режущей кромки инструмента (рис. 1.7.1, б). Абсолютная величина, точка приложения и направление равнодействующей силы резания R в процессе обработки переменны. Это можно объяснить неоднородностью структуры металла заготовки, переменной поверхностной твердостью материала заготовки, непостоянством срезаемого слоя металла (наличие штамповочных и литейных уклонов и др.), изменением углов и в процессе резания. Для расчетов используют не равнодействующую силу резания, а ее составляющие, действующие по трем взаимно перпендикулярным направлениям – координатным осям металлорежущего станка. Для токарно-винторезного станка: ось X – линия центров станка, ось Y – горизонтальная линия, перпендикулярная к линии центров станка, ось Z – линия, перпендикулярная к плоскости XOY (рис. 1.7.1, б).
Вертикальная составляющая силы резания R действует в плоскости резания в направлении главного движения (по оси Z). По силе Рz, определяют крутящий момент на шпинделе станка, эффективную мощность резания, деформацию изгиба заготовки в плоскости XOZ, изгибающий момент, действующий на стержень резца, а также ведут динамический расчет механизмов коробки скоростей станка. Радиальная составляющая силы резания Рy действует в плоскости XOY перпендикулярно к оси заготовки. По силе Рy определяют величину упругого отжатия резца от заготовки и величину деформации изгиба заготовки в плоскости XOY. Осевая составляющая силы резания Рx действует в плоскости XOY, вдоль оси заготовки. По силе Рx рассчитывают механизм подачи станка, изгибающий момент, действующий на стержень резца.
По величине деформации заготовки от сил Рz и Ру рассчитывают ожидаемую точность размерной обработки заготовки и погрешность ее геометрической формы. По величине суммарного изгибающего момента от сил Рz и Рx рассчитывают стержень резца на прочность. Равнодействующая сила резания, R:
![]() .
.
Силу Рz, Н, определяют по эмпирической формуле:
![]() ,
,
где Cp – коэффициент, учитывающий физико-механические свойства материала обрабатываемой заготовки; Kp – коэффициент, учитывающий факторы, не вошедшие в формулу (углы резца, материал резца и т. д.). Значения коэффициентов Kp, Cp и показателей степеней x, y, n даны в справочниках для конкретных условий обработки.
Аналогичные формулы существуют для определения сил Ру и Рх. Условно считают, что для острого резца с = 15 0, = 45 0, = 0 при точении стали без охлаждения Рz : Ру : Рх = 1 : 0,45 : 0,35. Знание величин и направлений сил Рz, Ру и Рх необходимо для расчета элементов станка, приспособлений и режущего инструмента.
Крутящий момент на шпинделе станка, Н м:
Мкр = Pz Dзаг / (2 1000).
Эффективной мощностью Ne называют мощность, расходуемую на процесс деформирования и срезания с заготовки слоя металла. При точении цилиндрической поверхности на токарно-винторезном станке эффективная мощность, кВт:
![]() .
.
Мощность электродвигателя станка Nэл, кВт:
![]() .
.
где – КПД механизмов и передач станка.