

Погрешность базирования при установке заготовки в центрах
Диаметры центровых отверстий Dц.о. (и их глубина) выдержаны в пределах допуска Тц.о. на диаметр Dц.о и для заготовок в партии могут изменяться в пределах от Dц.о min до Dц.о max .
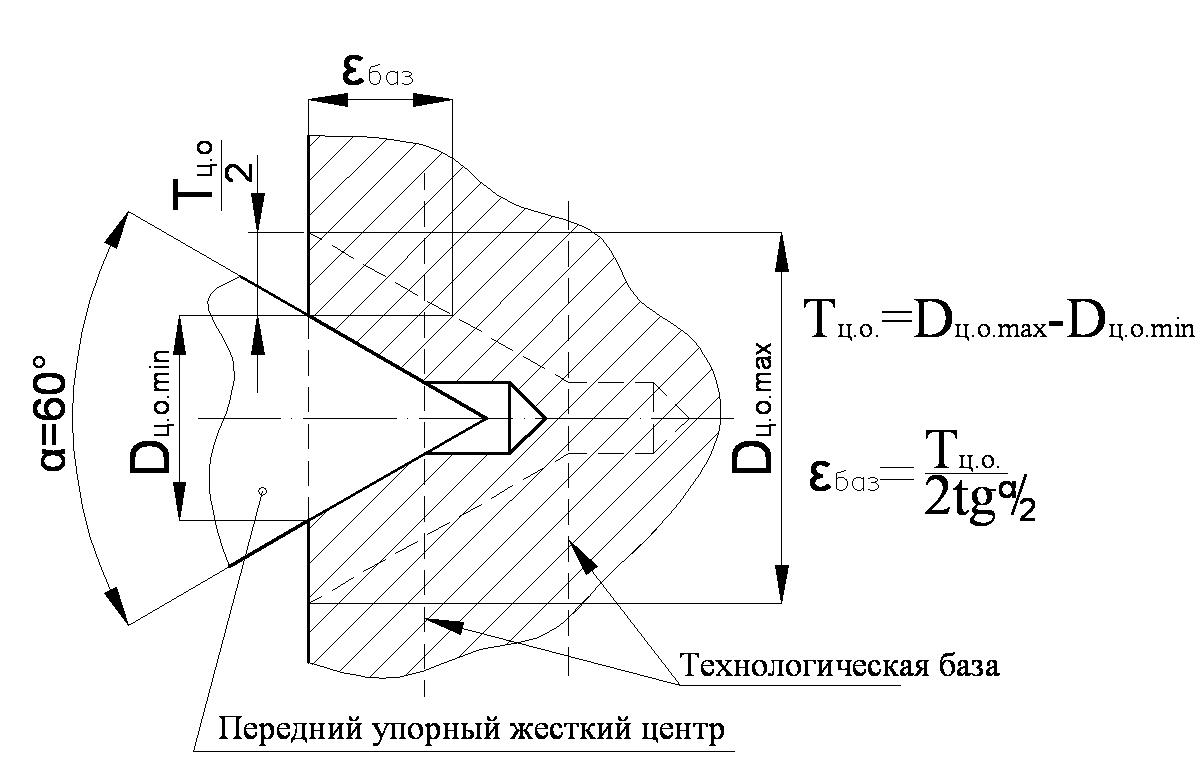
Рис. 4 – Схема образования погрешности базирования
Если диаметр переднего центрового отверстия в одной из заготовок выполнен по Dц.о min , то торец заготовки расположен, как показано на рис.4. Если в другой заготовке Dц.о max , то эта заготовка под действием поджимающей силы, создаваемой задним центром, сместится влево на величину εбаз. (см. рис.4). Таким образом, и левый и правый торцы в разных заготовках из партии могут занимать различное положение относительно настроенных на размер резцов.
Погрешность базирования в центрах равна:
![]()
где Тц.о. – допуск на диаметр переднего центрового отверстия Dц.о.;
α – угол конуса центрового отверстия.
Лекция 4
ПОГРЕШНОСТЬ ЗАКРЕПЛЕНИЯ, РАСЧЕТ И ПУТИ УМЕНЬШЕНИЯ
Погрешность закрепления – εз (ПЗ) – это разность предельных смещений измерительной базы в направлении получаемого размера, возникающих под действием силы зажима заготовки.

Рис. 1 – Схема закрепления заготовки
Под действием силы Q заготовка смещается за счет упругих и контактных деформаций:
εз = Амах – Аmin = m m1,
Аmin – если Qmin и Амах – если Qmах.
Сила Q – случайная величина, но если Q постоянная величина, то погрешность закрепления εз также постоянна и ее устраняют поднастройкой режущего инструмента.
В направлении действия силы Q заготовка переместится на величину n n1, равную ymax – ymin . Величина y – перемещения в результате упругих и контактных деформаций. Величину (уmах – уmin) можно найти расчетным путем.
Заготовка смещается в результате упругих деформаций заготовки, установочных элементов, корпуса приспособления, а так же в результате контактных деформаций между ними. Наибольшие деформации в стыке заготовка – установочные элементы.
Зависимость контактных деформаций для стыков заготовка – опоры приспособления выражается нелинейным законом:
ук = С × Q n,
где С – коэффициент, учитывающий вид контакта, материал, шероховатость, состояние поверхностного слоя.
n < 1.
Если: ук max = Cmax×Qmaxn, ук min = Cmin×Qminn,
то можно найти:
εз = mm1 = nn1 × cos α = (ук max – ук min) cos α ,
где α – угол наклона вектора силы Q к направлению выдерживаемого размера.
Для типовых случаев значения С и n находят экспериментально. Аналитически найти эти величины затруднительно. Значения С и n приводятся в справочной литературе.
Если учитывать и упругие деформации, которые определяются по формуле:
уупр = (Qmах – Qmin) /J,
где J – жесткость системы «заготовка - приспособление»,
получим:

Обычно ук > уупр.
Пути уменьшения εз:
1. Уменьшать ΔQ = Qmах – Qmin, т.е. обеспечивать постоянство силы зажима (применять механизированный привод).
2. Обеспечивать постоянство качества поверхностей заготовок, т.е. С = Const.
3. Стремиться, чтобы сила зажима была перпендикулярна выдерживаемому размеру, т.е. α = 90°.
4. Увеличивать жесткость приспособления J в направлении действия силы Q.
ТИПОВЫЕ СХЕМЫ УСТАНОВКИ И КОНСТРУКЦИИ УСТАНОВОЧНЫХ ЭЛЕМЕНТОВ