

Требования, предъявляемые к зажимным механизмам
1. В процессе закрепления заготовка не должна сдвигаться с места или опрокидываться, т.е. не должно нарушаться ее положение, достигнутое при базировании.

а) б)

в)
Рис. 2 – Примеры неправильного закрепления заготовок
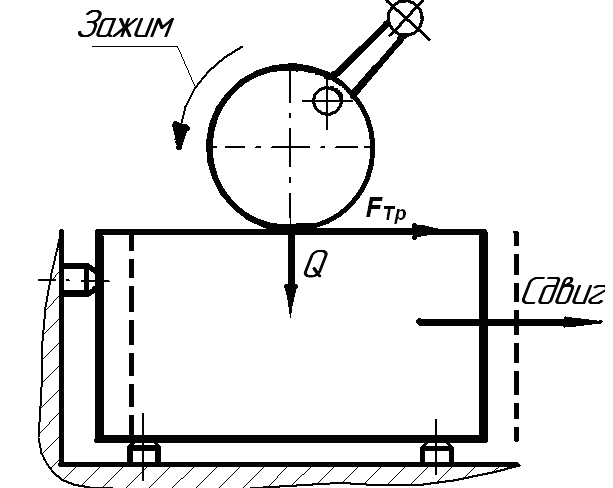
На рис.2 а) заготовка может сдвинуться под действием силы трения между заготовкой и зажимным эксцентриком. На рис. 2 б) сила Q расположена вне опор и опрокидывает заготовку. На рис.2 в) сила Q, действуя на наклонной поверхности заготовки, сдвигает ее.
2. Зажимные устройства не должны вызывать деформацию заготовок и порчу их поверхностей.
3. Закрепление и открепление заготовки должно производиться с минимальной затратой сил и времени рабочего. При использовании ручного зажима усилие на рукоятке не более 150 Н.
4. Силы резания не должны, по возможности, восприниматься зажимными устройствами, т.е. направление сил резания и сил закрепления должно совпадать.
5. При закреплении недостаточно жестких заготовок силы закрепления должны располагаться над опорами или близко к ним.
6. Зажимные механизмы должны прижимать заготовку к установочным элементам с минимально необходимой силой, но достаточной для обеспечения надежного закрепления.
7. Зажимные механизмы должны быть безопасны в работе.
8. Направление силы закрепления не должно приводить к большой погрешности закрепления, т.е. силы закрепления должны быть перпендикулярны направлению выдерживаемого размера (α = 90°), – особенно при жестких требованиях к точности выполняемого размера.
9. При базировании по нескольким базам сила закрепления должна быть направлена на те установочные элементы, с которыми заготовка имеет наибольшую площадь контакта.
Последние два пункта не всегда выполнимы. Нужно исходить из точностных требований чертежа заготовки.
Методика расчета сил закрепления
Расчет силы закрепления сводится к решению задачи статики на равновесие твердого тела (заготовки) под действием системы внешних сил.
К заготовке приложены силы, возникающие в процессе обработки (силы резания); сила веса заготовки (для массивных заготовок); искомая сила закрепления и реакции опор.
Под действием этих сил заготовка находится в равновесии.
Исходные данные при расчете сил закрепления:
1. Схема установки заготовки с конструктивным изображением установочных элементов. Разрабатывается на основании схемы базирования.
2. Числовые значения всех сил резания или других сил, действующих на заготовку в процессе обработки.
Выбираются их максимально возможные значения.
3. Расчетная схема с изображением точек приложения и направления действия сил резания и сил закрепления.
Рассмотрим две расчетные схемы:
1. Заготовка удерживается силами трения.
2. Заготовка удерживается непосредственно силами закрепления.
Заготовка удерживается силами трения
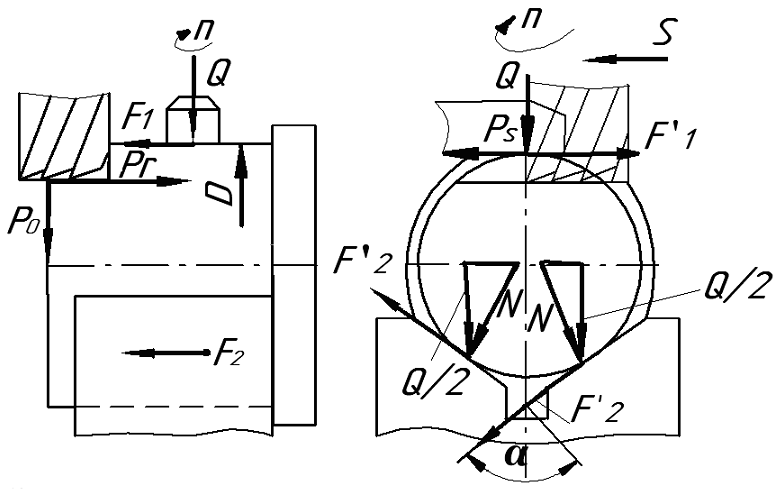

Рис. 3 – Расчетная схема при удержании заготовки силами трения.
Po – осевая сила резания, минимальная, поэтому не учитывается;
Pr – радиальная сила резания, сдвигает заготовку вдоль оси;
Ps – сила подачи, проворачивает заготовку вокруг оси.
Расчет силы Q производится для двух случаев и выбирается большее значение.
а)
![]()
б)
![]()
![]()
где К – коэффициент запаса.
![]()
![]()
где f1 и f2 – коэффициенты трения.
а)
![]() ;
;

б)
![]() ;
;

Большее значение Q используется для расчета зажимного механизма и выбора привода.
f = 0,1…0,15 – при контакте обработанных стальных поверхностей заготовки с опорами приспособления;
f = 0,2…0,3 – при контакте необработанных поверхностей заготовки с опорными штырями со сферической головкой;
f ≤ 0,7 – при контакте необработанных поверхностей заготовки с рифленой поверхностью опор.