

Расчет пневмоцилиндров
Рассчитывают
внутренний диаметр цилиндра D,
выбирают толщину стенок цилиндра h,
рассчитывают количество Z
и диаметр d
стяжных
шпилек, и диаметр резьбы на штоке![]() .
.
Диаметр цилиндра D определяется из зависимостей:
Для пневмоцилиндров одностороннего действия
![]()
где р = 0,4 МПа – давление воздуха;
– КПД – учитывает потери на трение ≈ 0,85…0,9;
![]() –
усилие
пружины, принимается конструктивно
исходя из конструкции силового привода,
Н.
–
усилие
пружины, принимается конструктивно
исходя из конструкции силового привода,
Н.
![]()
Для пневмоцилиндров двустороннего действия при подаче воздуха в бесштоковую полость:
![]()
![]()
При подаче воздуха в штоковую полость:
![]()
где d – диаметр штока в мм.
![]()
Внутренние диаметры резьбы шпилек и резьбы на штоке:
![]()
![]()
где
![]() – внутренние диаметры резьбы шпилек
и резьбы на штоке;
– внутренние диаметры резьбы шпилек
и резьбы на штоке;
К = 2,25 – коэффициент затяжки резьбы;
Z – число шпилек;
![]() – допускаемое
напряжение материала шпилек или штока.
– допускаемое
напряжение материала шпилек или штока.
По
значениям
![]() выбирают диаметр резьбы.
выбирают диаметр резьбы.
Толщина стенок гильзы h выбирается по таблице.
Лекция 12
МЕМБРАННЫЕ (ДИАФРАГМЕННЫЕ) ПНЕВМОДВИГАТЕЛИ (ПНЕВМОКАМЕРЫ)
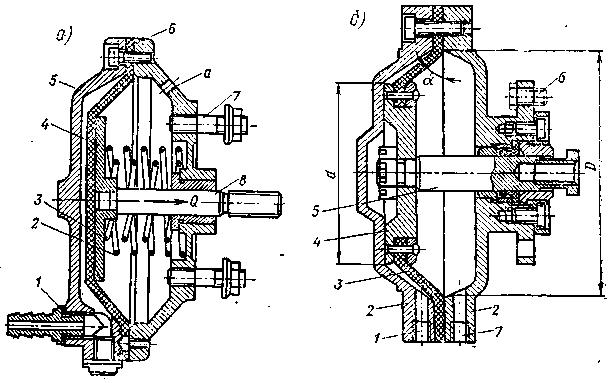
а) б)
Рис. 1 – Типы пневмокамер с тарельчатой диафрагмой одностороннего действия (а) и двустороннего действия (б)
На рис. 1 (а) показаны: 1. Штуцер; 2. Пружина; 3. Пружина; 4. Стальной диск (опорная шайба); 5. Корпус; 6. Диафрагма; 7. Шпилька; 8. Шток.
На рис. 1 (б): 1. Отверстие для штуцера; 2. Корпус; 3. Диафрагма;
4. Нажимной диск; 5. Шток; 6. Крепежный болт; 7. Отверстие для штуцера
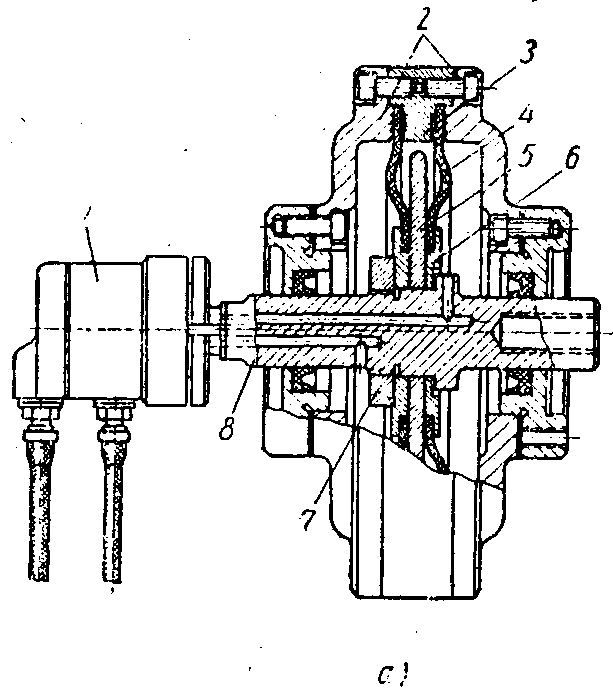

Рис. 2 – Вращающаяся диафрагменная камера: (а) двухстороннего действия;
(б) одностороннего действия.
Пневмокамеры бывают с тарельчатой диафрагмой и с плоской; одностороннего действия и двустороннего; стационарные и вращающиеся.
Стационарные подразделяются на встроенные, прикрепляемые и приставные.
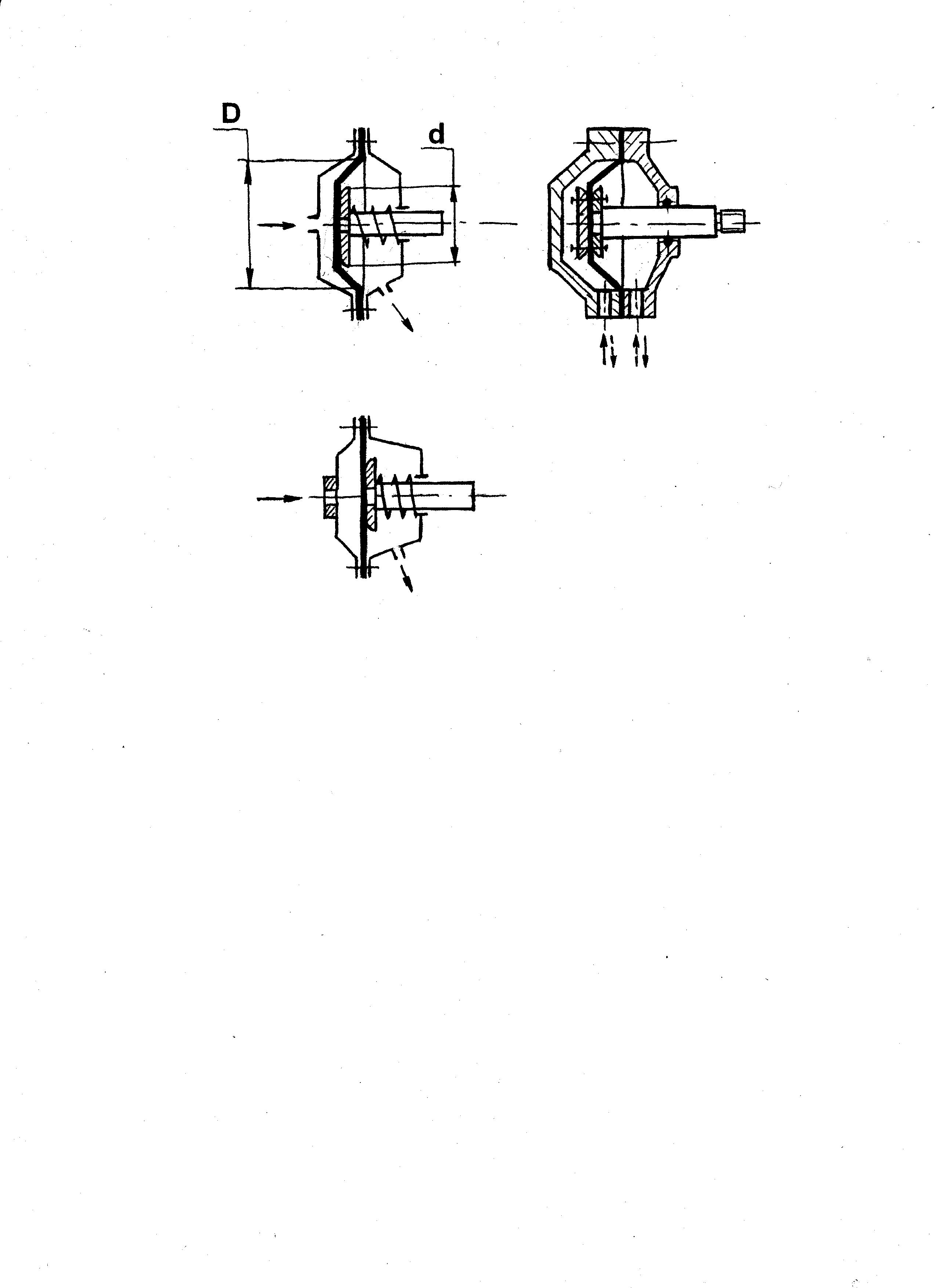
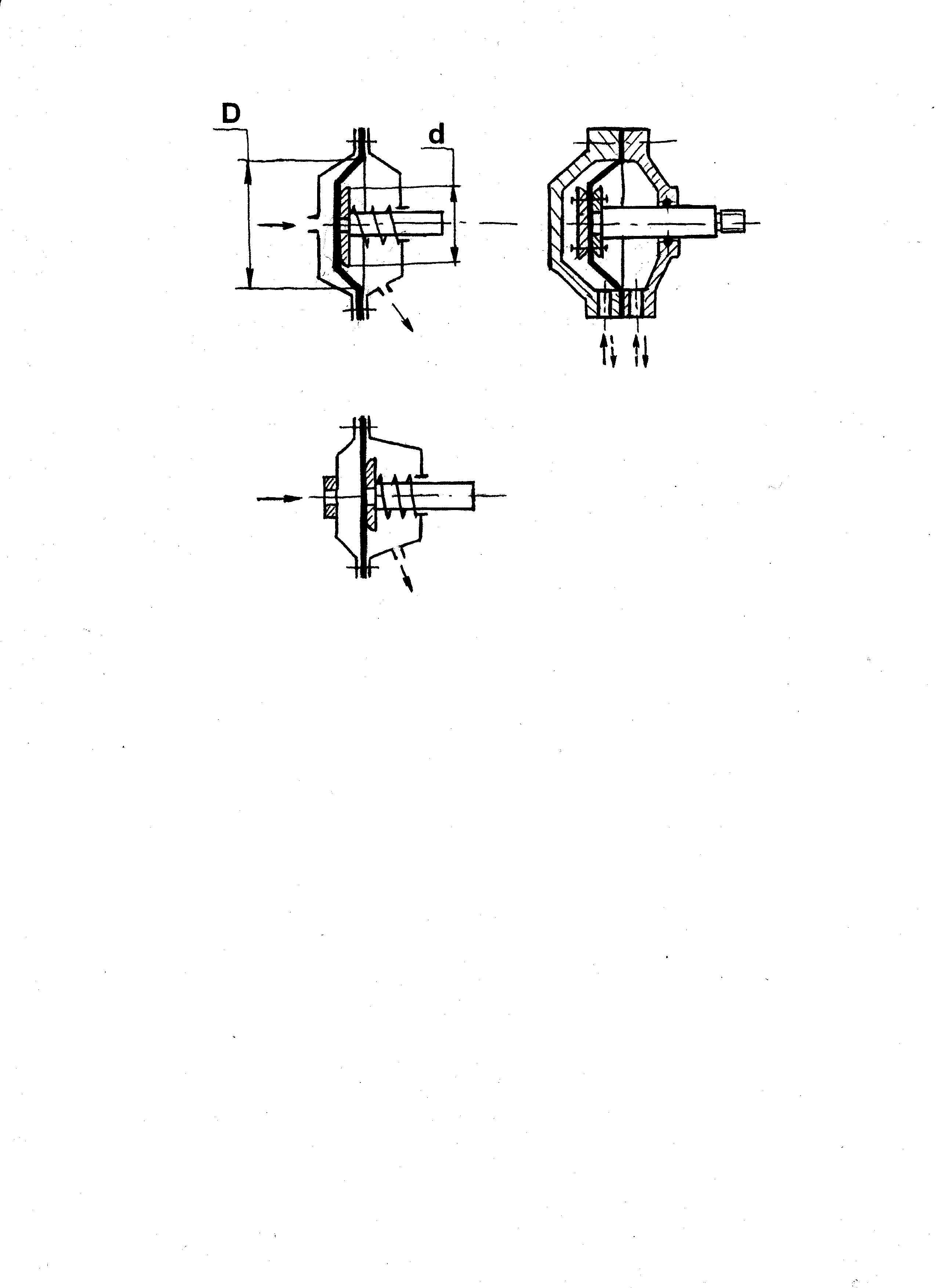
а) б) в)
Рис. 3 – Схемы пневмокамер
На рис. 3 показаны:
рис. 3 (а) – пневмокамера одностороннего действия с тарельчатой диафрагмой и штампованным корпусом;
рис. 3 (б) – пневмокамера двустороннего действия с тарельчатой диафрагмой и литым корпусом;
рис. 3 (в) – пневмокамера одностороннего действия с плоской диафрагмой и штампованным корпусом;
Достоинства пневмокамер:
– просты по конструкции и более дешевы;
– требуют меньшей точности изготовления и нет особых требований к шероховатости поверхностей ;
– выдерживают до 600000 (1 млн. Корсаков) включений против 10000 для уплотнений пневмоцилиндров;
– не нужны уплотнения для камер одностороннего действия, а для камер двустороннего действия уплотнения только на штоке;
– компактны и имеют малый вес.
Недостатки:
– небольшой ход штока;
– непостоянство зажимного усилия.
Корпус и крышка изготавливаются из серого чугуна или штампуются из малоуглеродистой стали. Могут отливаться из алюминиевого сплава.
Тарельчатые мембраны прессуются в пресс-формах из четырехслойной ткани «бельтинг». С двух сторон покрываются маслостойкой резиной толщиной t = 3…10 мм.
Плоские изготавливают из листовой технологической резины с тканевой прокладкой t = 4…6 мм или из прорезиненной ткани (резинотканевые).
Рабочий диаметр мембраны D = 160…400 мм (75-500 мм) (рис.1б, 3а).
Диаметр опорной шайбы d = 0,7D для резинотканевых мембран;
Для резиновых мембран с тканевой прокладкой d = D – 2t – 2…4 мм.
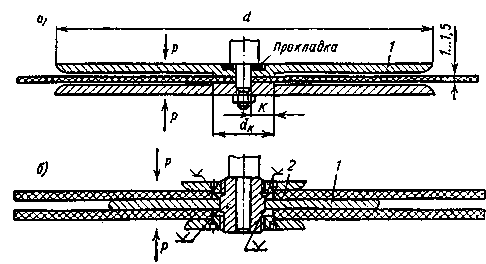
Рис. 4 – Соединение опорных шайб с мембранами в пневмодвигателях двустороннего действия

а) б) в)
Рис. 5 – Основные варианты закрепления резинотканевых (а) и резиновых (б, в) мембран в корпусе
На рис.5(в) закрепление резьбовым кольцом – нетехнологичный вариант.