

Последовательность разработки приспособления
1. Определяют тип приспособления ( одно или многоместное, учитывают требуемую производительность).
2. Определяется тип, размеры, число и взаимное расположение установочных элементов ( учитывают шероховатость, точность баз, схему базирования).
3. Разрабатывают расчетную схему, на которой изображают конструктивно установочные элементы, зажимные элементы и действующие на заготовку силы резания и противодействующие им силы, а также силу закрепления и место ее приложения.
4. Исходя из режимов резания определяют силы резания.
5. Составляют расчетное уравнение и находят потребную силу закрепления Q.
6. Рассчитывают погрешность базирования и закрепления.
7. По силе Q, месту ее приложения выбирают тип зажимного механизма. Производят его расчет с целью определения силы привода W.
8. По силе привода W выбирают тип силового привода и рассчитывают его параметры. По нормалям и ГОСТам выбирают их стандартные размеры.
9. Устанавливают тип и размеры элементов для определения положения и направления режущих инструментов.
10. Выбирают необходимые вспомогательные устройства, определяют их конструкцию, размеры, расположение.
11. Разрабатывают общий вид приспособления.
12. Определяют точность исполнительных размеров приспособления.
13. Рассчитывают на прочность и износоустойчивость нагруженные и движущиеся элементы приспособления.
14. Рассчитывают приспособление на точность.
15. Рассчитывают экономическую целесообразность разработанной конструкции приспособления. Иногда этот пункт целесообразно выполнить после 6 п. – после разработки кинематической схемы приспособления.
Разработка общего вида приспособлений
Рекомендуется выполнять чертеж в масштабе 1:1. В этом случае легче и нагляднее представить себе размеры деталей и всего приспособления. Применение компьютерного конструирования затрудняет эту задачу и под силу опытному конструктору с хорошо развитым пространственным мышлением.
1. Выполняют чертеж обрабатываемой детали в трех проекциях на значительном расстоянии друг от друга. Вычерчивают тонкой сплошной линией или штрих - пунктирной.
Деталь изображается на той стадии обработки, на которой она поступает на данную операцию. Условно принимается, что деталь прозрачна и не
закрывает собой установочные элементы приспособления. Выделяют штриховкой обрабатываемые поверхности.
2. Наносят на чертеж элементы приспособления для направления инструмента (если таковые имеются: сверлильные, расточные приспособления).
3. Вычерчивают установочные элементы приспособления в контакте с деталью.
4. Вычерчивают зажимные механизмы и привод.
5. Наносят вспомогательные устройства и детали.
6. Конструктивно оформляют корпус приспособления.
7. Окончательно оформляют чертеж приспособления:
– проставляют размеры и допуски;
– составляют спецификацию деталей ( материал, термообработка, ГОСТы);
– указывают на чертеже технические требования к приспособлению в сборе.
На общем виде приспособления проставляют размеры:
1. Размеры, точность выполнения которых, влияет на погрешность обработки. Допуски на эти размеры назначают из расчета технологических размерных цепей.
2. Номинальные размеры сопряжений и обозначения посадок ( подвижных, неподвижных), которые влияют на работоспособность узлов приспособления.
3. Монтажные размеры, определяющие расчет усилия закрепления Q и усилия приводя W (определяются конструктивно).
4.
Присоединительные размеры – размеры,
определяющие положения приспособления
на столе станка. Назначают исходя из
требуемой точности обработки –
![]()
5. Габаритные размеры – по 14-17 квалитетам.
6. Справочные размеры.
Технические требования на чертеже:
1. Требования к точности взаимного расположения или точности формы установочных или направляющих элементов в сборе, влияющих на точность обработки, а также элементов, служащих для настройки режущего инструмента.
2. Требования к условиям сборки. Испытание приспособления на усилие зажима, на герметичность пневмопривода и т.д.
3. Требования к установке приспособления на станке.
4. Требования к окраске и внешнему виду приспособления.
ПРИСПОСОБЛЕНИЯ АВТОМАТИЧЕСКИХ ЛИНИЙ
(Корсаков стр. 255-262)
Применяют два типа приспособлений: стационарные и приспособления спутники.
Стационарные
Одноместные или многоместные.
На каждой операции т.е. на каждом станке находятся различные приспособления. Установка заготовки с транспортера или непосредственно автооператором.
Необходим контроль положения заготовки. Применяются датчики положения заготовки или косвенно ( по фиксаторам).
Очистка приспособления от стружки: наклонные поверхности или принудительное удаление.
Зажимные механизмы – самотормозящиеся.
Должны быть хорошо развиты базы на заготовках.
Приспособления спутники
Достоинство:
Заготовка обрабатывается от одних и тех же баз на всех операциях без переустановок. Поэтому обеспечивается более высокая точность, но добавляется погрешность установки спутника, которая зависит от допуска на установочные элементы.
Недостатки:
Возврат спутников – нужна дополнительная линия.
Мойка и сушка спутников от стружки.
Недостаточная жесткость т.к. спутник скользит по направляющим и фиксируется чаще всего по двум отверстиям с помощью выдвижных фиксаторов.
Возможно базирование спутников по 3 плоскостям.
Привод зажимных механизмов расположен отдельно.
Привод зажимных механизмов – электромеханичский, ручной, гидравлический.
Точность спутника должна быть (0,1 – 0,2)Т, где Т – допуск на выдерживаемый размер.
ПРИСПОСОБЛЕНИЯ ДЛЯ СТАНКОВ С ЧПУ
(Корсаков стр.262-266.) (Кузнецов. Оснастка для станков с ЧПУ (стр. 4-6)
Требования к приспособлениям для станков с ЧПУ:
1. Допускать возможность быстрой переналадки или смены приспособления на станке.
2. Заготовка должна иметь полное базирование (6 опорных точек), как и приспособление на станке (для МЦС).
3. Обеспечивать возможность подхода инструмента ко всем обрабатываемым поверхностям.
4. Для МЦС и малогабаритных деталей – многоместные приспособления, т.к. обработка одним инструментом без его смены.
5. При обработке с одной установки нескольких поверхностей следует предусматривать возможность замены заготовок во время работы станка,
т. к. Тмаш – большое.
6. Станки с ЧПУ позволяют производить точную, чистовую обработку, поэтому точность приспособлений должна быть высокой.
7. Если на МЦС и токарных станках производится совмещение черновой и чистовой обработок, то приспособления должны быть повышенной жесткости.
КЛАССИФИКАЦИЯ ПРИСПОСОБЛЕНИЙ ДЛЯ СТАНКОВ С ЧПУ
УБП – универсальные безналадочные;
УНП – универсальные наладочные:
УСП – универсальные сборные;
УСПМ - ЧПУ – универсальные сборные механизированные;
СРП – ЧПУ – сборно-разборные;
Лекция 16
РАСЧЕТ ПРИСПОСОБЛЕНИЙ НА ТОЧНОСТЬ.
ПОГРЕШНОСТИ УСТАНОВКИ ЗАГОТОВОК В СТАНОЧНЫХ ПРИСПОСОБЛЕНИЯХ.
При обработке деталей на металлорежущих станках должен выдерживаться технологический допуск на выполняемый размер. Величина этого допуска обусловлена погрешностями:
![]()
где
![]() – погрешности обработки вследствие
деформаций технологической системы
под действием сил резания;
– погрешности обработки вследствие
деформаций технологической системы
под действием сил резания;
![]() –
погрешность
настройки режущего инструмента на
размер;
–
погрешность
настройки режущего инструмента на
размер;
![]() –
погрешность
положения заготовки относительно
настроенного на размер инструмента,
включает
–
погрешность
положения заготовки относительно
настроенного на размер инструмента,
включает
![]()
![]() –
погрешность
от размерного износа инструмента;
–
погрешность
от размерного износа инструмента;
![]() –
погрешность
вследствие температурной деформации
технологической системы.
–
погрешность
вследствие температурной деформации
технологической системы.
![]() –
суммарная
погрешность формы обрабатываемой
поверхности в результате геометрических
погрешностей станка и деформации
нежестких заготовок.
–
суммарная
погрешность формы обрабатываемой
поверхности в результате геометрических
погрешностей станка и деформации
нежестких заготовок.
Пояснение к формуле (1) :
Величины
![]() ,
…
– представляют собой поле рассеяния
случайных величин.
,
…
– представляют собой поле рассеяния
случайных величин.
– постоянная величина для всей партии обрабатываемых деталей
Суммирование случайных величин производится по теоретико-вероятностному методу.
Начальная формула:
![]()
t = 3 – коэффициент, определяющий долю возможного брака (~ 0.27%).Зависит от числа деталей в партии и вероятности Р ( 0.9;0.95; 0.99).
![]() – коэффициенты,
зависящие от закона распределения
случайных величин.
– коэффициенты,
зависящие от закона распределения
случайных величин.
![]() – для
закона нормального распределения
(закон Гаусса);
– для
закона нормального распределения
(закон Гаусса);
![]() – для
закона равной вероятности.
– для
закона равной вероятности.
Технологический допуск δ – это конструкторский допуск (табличный) минус погрешность измерения (или калибра).
Из
формулы (1)
![]() равно:
равно:
![]()
Величина – характеризует ДОПУСТИМУЮ точность положения заготовки относительно настроенного на размер инструмента и необходимую для обеспечения допуска .
– включает в себя погрешность базирования, погрешность закрепления и погрешность самого приспособления.
Составляющие формулы (2) находятся по справочной литературе по технологии машиностроения.
Величина допустимой погрешности положения заготовки при приближенном расчете может находиться по формуле:
![]() (2а)
(2а)
где T – величина конструкторского (табличного) допуска на выдерживаемый размер;
![]() – табличное
значение средней экономической точности.
Находится по таблицам справочников по
технологии машиностроения.
– табличное
значение средней экономической точности.
Находится по таблицам справочников по
технологии машиностроения.
Для годного приспособления должно выполняться условие:
εдоп ≥ εфакт (3)
где εфакт – фактическая погрешность положения заготовки.
Величина
![]() подсчитывается
до изготовления и установки на станке
приспособления (на стадии проектирования)
– при выборе схемы базирования, способа
закрепления, выбора установочных
элементов.
подсчитывается
до изготовления и установки на станке
приспособления (на стадии проектирования)
– при выборе схемы базирования, способа
закрепления, выбора установочных
элементов.
![]()
(4) где – погрешность базирования;
![]() – погрешность
закрепления;
– погрешность
закрепления;
![]() – погрешность
приспособления, обусловленная неточностью
изготовления приспособления, неточностью
установки его на станке и износом его
установочных элементов.
– погрешность
приспособления, обусловленная неточностью
изготовления приспособления, неточностью
установки его на станке и износом его
установочных элементов.
![]()
![]()
Если выполняется следующее условие, то приспособление пригодно для выполнения данной операции.
Если условие εдоп ≥ εфакт не выполняется при проектировании приспособления, то нужно искать способы уменьшения εфакт, а именно:
1)![]() ,
или 2)
,
или 2)![]() , или 3)
, или 3)![]() или
всех трех составляющих вместе.
или
всех трех составляющих вместе.
Погрешности εб и εЗ рассматривались в лекциях 3 и 4.
ПОГРЕШНОСТЬ
ПРИСПОСОБЛЕНИЯ –
![]()
![]()
где
![]() –
погрешности изготовления и сборки
установочных элементов приспособления;
–
погрешности изготовления и сборки
установочных элементов приспособления;
![]() – погрешности,
вызванные износом установочных
элементов;
– погрешности,
вызванные износом установочных
элементов;
![]() – погрешности
вследствие неточности установки
приспособлений на станке.
– погрешности
вследствие неточности установки
приспособлений на станке.
Составляющая
 –
характеризует неточность положения
установочных элементов приспособления
относительно станка или режущего
инструмента.
–
характеризует неточность положения
установочных элементов приспособления
относительно станка или режущего
инструмента.
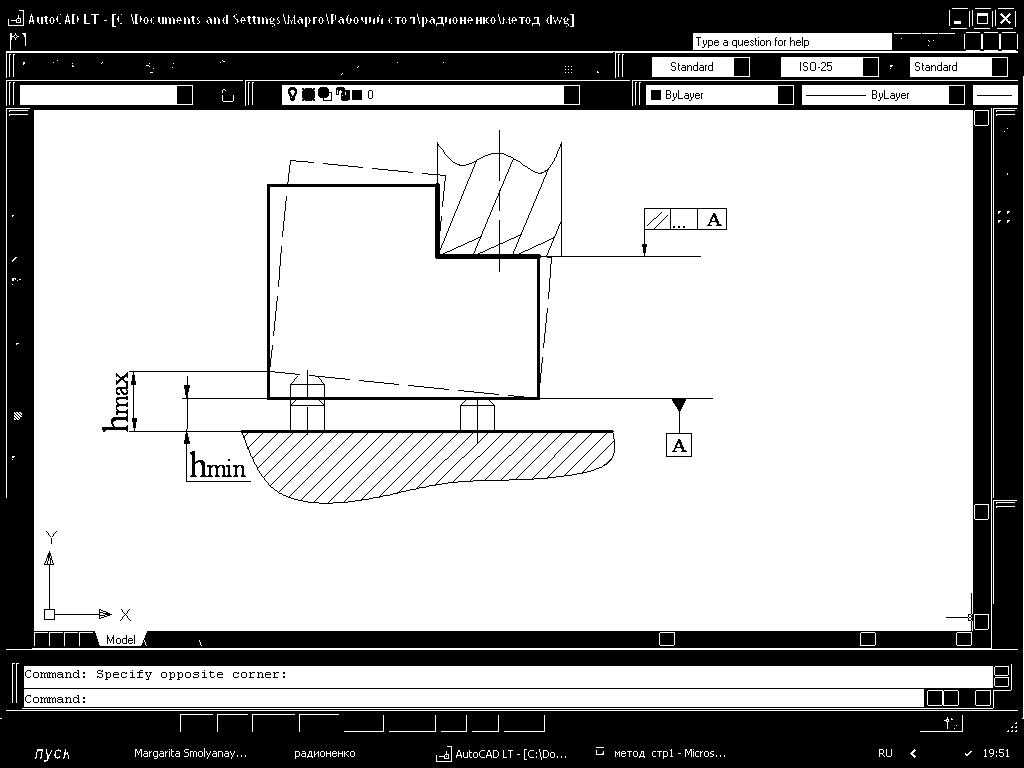

Рис. 1 – Пример погрешностей, возникающих при изготовлении приспособления
При использовании одного приспособления это – систематическая погрешность, которая может устраняться поднастройкой станка.
При использовании нескольких одинаковых приспособлений (приспособления дублеры, приспособления спутники) эта величина не компенсируется настройкой станка и полностью входит в состав εпр. Например: несколько одинаковых приспособлений на многопозиционном или многошпиндельном станке.
Технологические возможности изготовления приспособлений позволяют обеспечить в пределах до 15 мкм, а для прецизионных приспособлений до10 мкм.
– определяется исходя из назначенных конструктором допусков.
2) Составляющая – характеризует износ установочных элементов приспособления.
Величина износа установочных элементов зависит от программы выпуска изделий, т.е. времени работы приспособления, их конструкции и размеров, материала и массы заготовки, состояния ее баз, условий установки заготовки в приспособление.
Больше всего изнашиваются установочные элементы, имеющие малую площадь контакта с заготовкой: постоянные и регулируемые опоры, призмы.
Менее интенсивно изнашиваются опорные пластины и круглые пальцы.



а) б) в)
Рис. 2 – Износ опор приспособления: наибольший – опорных штырей со сферической головкой (а) и призм (б); опорных штырей с плоской головкой
Поверхности заготовок со следами окалины или формовочного песка сильнее изнашивают установочные элементы, чем обработанные поверхности.
Сильнее изнашиваются опоры из конструкционных и легированных сталей (20, 20Х, 45).
Углеродистые инструментальные стали (У8А) снижают износ на 10-15%.
Хромирование установочных элементов снижает износ в 2 – 3 раза.
Оснащение твердым сплавом в 7 – 10 раз.
Величину износа контролируют и по достижении допустимой величины опоры меняют.
– это случайная, закономерно изменяющаяся величина (закон равной вероятности).
Значения находятся расчетом по справочной литературе.
3) Составляющая – выражает погрешность установки приспособления на станке.
Например: несовпадение оси приспособления и оси стола фрезерного станка, что приводит к перекосу обрабатываемого шпоночного паза на валу.

Рис. 3 – Возникновение погрешности установки приспособления на станке
При нескольких приспособлениях на агрегатных станках смещение приспособлений от требуемого положения приводит к рассеянию размеров.
В массовом производстве, при неизменном закреплении приспособления на станке, величина доводится выверкой до определенного допустимого значения и является постоянной величиной. Может компенсироваться настройкой станка.
При использовании нескольких приспособлений – компенсировать невозможно (приспособления - спутники, многопозиционные приспособления).
В серийном производстве приспособления периодически меняют при переходе на обработку новой партии деталей. Величина в этом случае становится некомпенсируемой, т.е. случайной, т.к. каждый раз приспособления не выверяют, а ставят по посадочным местам на пальцы, шпонки и т.д.
При частой смене приспособлений происходит износ посадочных мест.
Величина составляет в среднем 10 – 20 мкм.
определятся исходя из назначенных допусков на присоединительные размеры.