

Высокопроизводительные методы обработки фасонных поверхностей
Одним из высокопроизводительных способов обработки фасонных поверхностей является применение копировальных приспособлений. В этом случае допускается использование обычных резцов для обработки поверхностей разной длины и конфигурации. Обработку осуществляют с помощью специального копира, возможно применение и гидрокопировального суппорта.
Д

Рис. 1
ля повышения производительности труда и уменьшения трудоемкости при обработке наружных фасонных поверхностей применяются различные механические копировальные устройства, а для растачивания внутренних сферических поверхностейспециальные копировальные приспособления.
Применение различных приспособлений для обработки фасонных поверхностей целесообразно при массовом производстве или обработке деталей крупных серий.
Применяют приспособление для обтачивания шаровых поверхностей (рис. 1), которое закрепляется хвостовиком 1 в резцедержателе суппорта.
К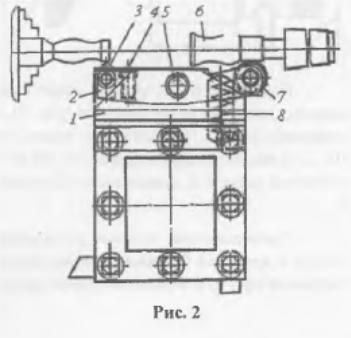 хвостовику при помощи направляющих
"ласточкин хвост" подвешен корпус
4,
который
можно регулировать по высоте винтом
2.
Внутри корпуса проходит валик, на левом
конце которого закреплена поворотная
головка 5
с резцедержателем б.
Валик вместе с головкой, резцедержателем
и резцом можно поворачивать вручную
маховичком 3,
что необходимо для создания обкатывающего
движения. Для настройки приспособления
на различные радиусы поверхности надо
резцедержатель вместе с резцом поднимать
или опускать регулировочным винтом 7.
хвостовику при помощи направляющих
"ласточкин хвост" подвешен корпус
4,
который
можно регулировать по высоте винтом
2.
Внутри корпуса проходит валик, на левом
конце которого закреплена поворотная
головка 5
с резцедержателем б.
Валик вместе с головкой, резцедержателем
и резцом можно поворачивать вручную
маховичком 3,
что необходимо для создания обкатывающего
движения. Для настройки приспособления
на различные радиусы поверхности надо
резцедержатель вместе с резцом поднимать
или опускать регулировочным винтом 7.
При изготовлении деталей в большом количестве может быть применено приспособление, исключающее необходимость наблюдения за касанием щупа и копира. Под действием пружины 8 (рис. 2) и радиальных сил резания постоянный контакт ролика и копира осуществляется автоматически. Приспособление представляет собой державку 1, закрепляемую в резцедержателе. В пазу державки по оси 5 установлено коромысло 2, на левом конце которого находятся резец 3 и упорный винт 4, а на правом - ролик 7. В пиноли задней бабки закрепляется сменный копир.
Н аружные
сферические поверхности небольшого
диаметра (до 40 мм) обрабатывают
фасонными резцами, но точно и с высокой
производительностью их обрабатывают
при помощи специальных приспособлений,
создающих перемещение вершины резца
по дуге окружности. Одно из таких
приспособлений состоит из угольника
и стандартного фрезерного поворотного
столика (рис. 3). При вращении рукоятки
7 червячной передачи столик 3
получает вращение и закрепленный на
нем резец совершает движение по дуге
окружности.
аружные
сферические поверхности небольшого
диаметра (до 40 мм) обрабатывают
фасонными резцами, но точно и с высокой
производительностью их обрабатывают
при помощи специальных приспособлений,
создающих перемещение вершины резца
по дуге окружности. Одно из таких
приспособлений состоит из угольника
и стандартного фрезерного поворотного
столика (рис. 3). При вращении рукоятки
7 червячной передачи столик 3
получает вращение и закрепленный на
нем резец совершает движение по дуге
окружности.
Рис. 3. Приспособление с поворотным столиком для обработки сферических поверхностей:
1 - угольник; 2 - корпус поворотного столика; 3 - поворотный столик; 4 - установочный калибр; 5-резец; 6 - держатель; 7 - рукоятка поворотного столика
В серийном производстве торцевые
сферические и фасонные поверхности
часто обрабатывают при помощи
приспособления, в котором копир 5
(рис. 4) в виде плоского шаблона закрепляют
в держателе 6,
хвостовик которого вставляют в коническое
отверстие пиноли задней бабки. Работу
ведут при ручной или автоматической
подаче поперечных салазок.
серийном производстве торцевые
сферические и фасонные поверхности
часто обрабатывают при помощи
приспособления, в котором копир 5
(рис. 4) в виде плоского шаблона закрепляют
в держателе 6,
хвостовик которого вставляют в коническое
отверстие пиноли задней бабки. Работу
ведут при ручной или автоматической
подаче поперечных салазок.
Рис. 4. Приспособление для обработки торцевой сферической поверхности:
- держатель резца; 2 - ползун; 3 - ползун; 4 - ролик; 5 - копир; 6 - держатель копира
Наружные и внутренние сферические поверхности можно обрабатывать с помощью универсального суппорта (рис. 5), который устанавливается на универсальный токарный станок. С помощью такого суппорта обрабатываются сферы радиусом 10...250 мм, внутренние сферы 10...50 мм. Суппорт состоит из основания 1, ползуна с зубчаткой рейкой 2, поджимного полукольца 3, червяка 4, прижимной планки 5, резца 6.
Универсальный суппорт устанавливается на место поворотной части суппорта станка и крепится болтами. Устанавливать его можно вдоль центров (при обработке наружной сферы) и перпендикулярно (при обработке внутренней сферы).
Установку необходимо вести в 2-х положениях: 1) по центру путем подкладок на основании 1 универсального суппорта; 2) по оси центров, в зависимости от радиуса обрабатываемой сферической поверхности, перемещая поперечные салазки суппорта станка или универсальный суппорт в пазах поперечных салазок до тех пор, пока будет обеспечен требуемый радиус обрабатываемой сферической поверхности предварительно установленным резцом 6.
Обработка сферической поверхности производится следующим образом. Станок необходимо настроить на соответствующий режим резания, закрепить каретку суппорта станка на направляющих станины, включить станок, произвести врезание резца 6 на соответствующую глубину резания рукояткой А и затем перемещать резец механическим путем через шестерню Б. Для механической подачи резца удаляют винт поперечных салазок суппорта и вместо него вставляют валик с нарезанной шестерней, соединяющей механизм фартука с шестерней Б. При помощи такого универсального суппорта можно выполнять и другие виды обработки: обточку, расточку, подрезку, отрезку и т. д.
Рис.
5. Универсальный суппорт
Современные токарные станки оснащаются гидравлическим копировальным суппортом, который целесообразно применять при обработке партии 20 деталей и более. Он позволяет обтачивать ступенчатые валики и выполнять различные копировальные работы с закреплением заготовки в центрах или патроне. Гидросуппорт обеспечивает повышение производительности труда на 25...40%.
У становка
фасонных резцов на станке:
становка
фасонных резцов на станке:
а - призматического; б, в - круглого
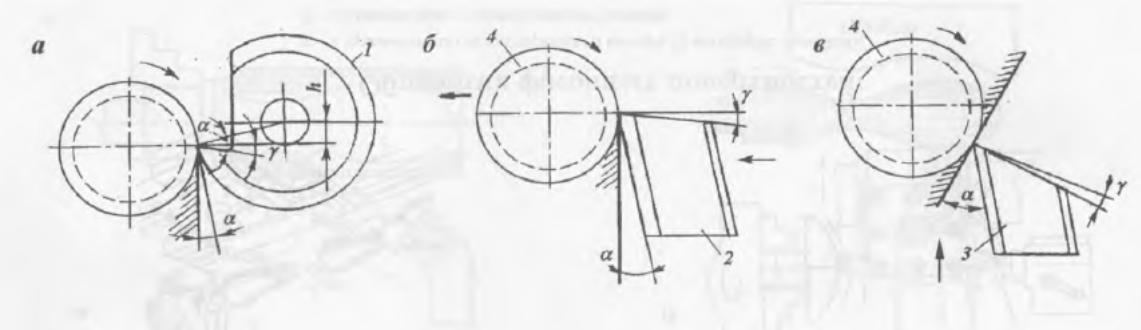
Схемы работы фасонных резцов:
а - круглого; б - призматического радиального; в - призматического тангенциального;
1 ,2 , 3 - резец; 4 - обрабатываемая деталь
О бработка
фасонных поверхностей:
бработка
фасонных поверхностей:
а - с применением двухстороннего копира (2 копирные линейки);
б - с применением одностороннего копира;
в - по жестким копирам, установленным в пиноли задней бабки (по копиру-ручке);
г - по специальному копиру
Обтачивание
фасонной поверхности комбинированием
двух
подач:
а
- предварительно; б
- окончательно

Фасонные резцы:
а - стержневой; б - призматический; в - круглый
Ф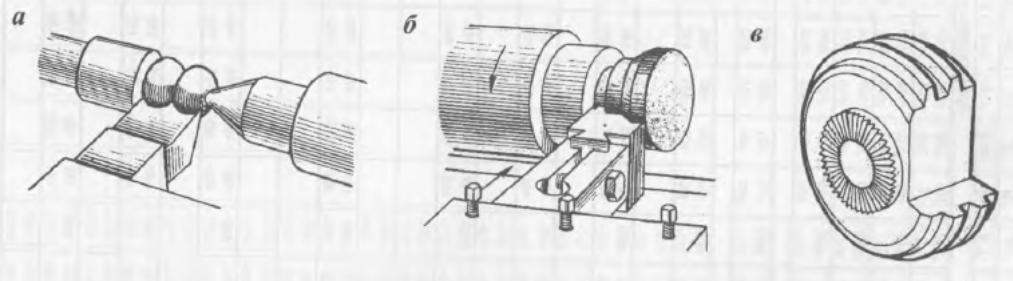 асонные
резцы:
асонные
резцы:
а - цельный; б - с механическим креплением режущей части; в- дисковый
ОТДЕЛКА ПОВЕРХНОСТЕЙ.
ОБРАБОТКА МЕТОДАМИ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ