

Обработка конической поверхности:
а- угловым широким резцом;
б- при повернутых салазках суппорта на угол α;
в- при смещении корпуса задней бабки

Обработка наружных конических поверхностей при помощи конусной линейки:
а- наладка станка для обтачивания наружных конических поверхностей;
б- настройка поперечной подачи салазок суппорта с пазом для гайки винта поперечной подачи
в

a
б


Метод обработки конусов при помощи корпуса задней бабки:
а - смещение корпуса задней бабки по направляющим ее основания на себя (при обработке конусов, устанавливаемых большим диаметром конуса в сторону передней бабки);
б - смещение корпуса задней бабки по направляющим ее основания от себя (при обработке конусов, устанавливаемых большим диаметром конуса к задней бабке);
в - смещение корпуса задней бабки отсчетом величины по измерительной линейке

Подготовка заготовок под обработку круглых конусов:
а - для конических отверстий;
б - для наружных конусов
а
б

Растачивание внутренних поверхностей комбинированным резцом:
а - цилиндрической;
б - конической
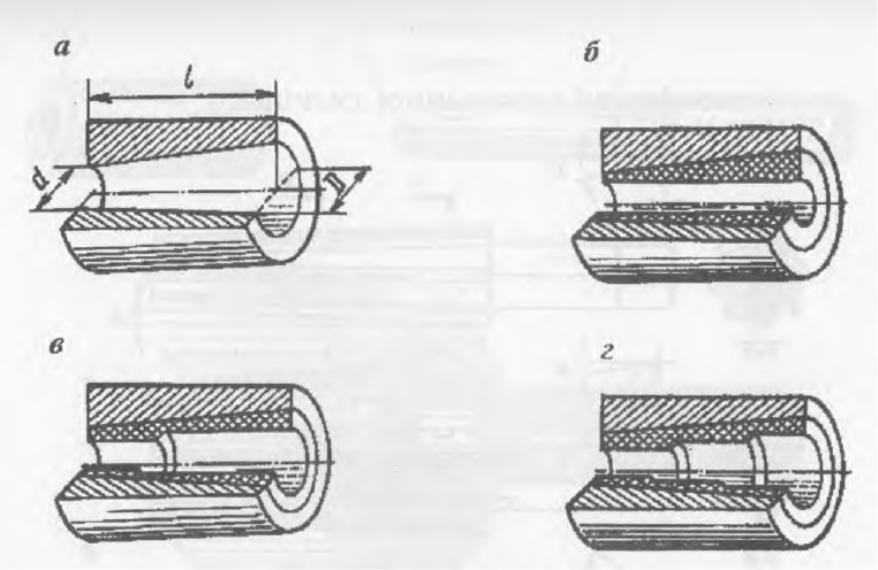
Обработка конического отверстия в сплошном материале:
а - готовое (после чистового развертывания) отверстие с диаметрами d и D на длине l;
б - цилиндрическое отверстие под черновую развертку;
в - съем припуска черновой разверткой;
г - съем припуска получистовой разверткой

Комплект конических разверток:
а- черновая
б- получистовая
в- чистовая
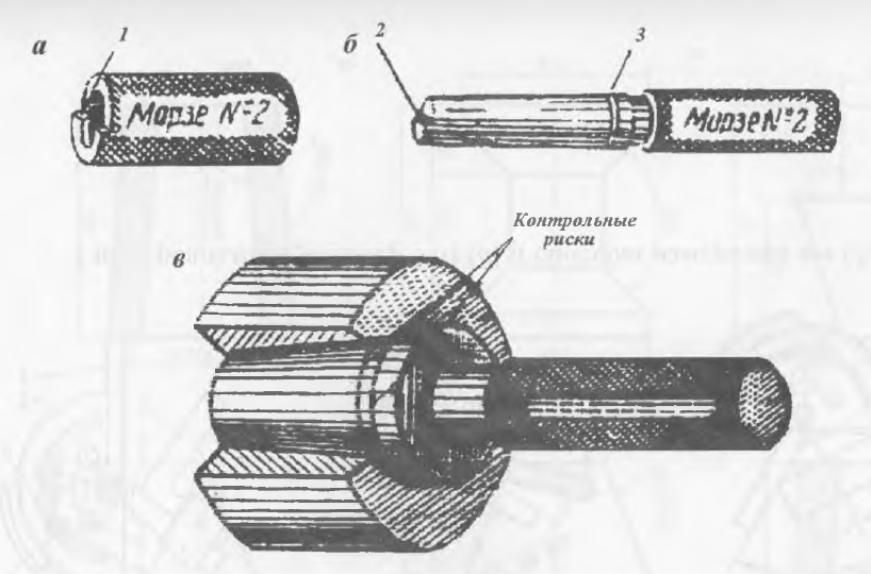
Калибры для контроля конусов
а - калибр-втулка;
б - калибр-пробка;
в - проверка конического отверстия калибр-пробкой

Универсальный угломер УМ (а) и способы измерения им (б, в)






Примеры условного графического обозначения конических поверхностей на чертежах






Способы установки заготовок на токарном станке при обтачивании конических поверхностей
Шероховатость и точность при различных видах обработки
Вид обработки |
Значение
параметра
|
Квалитет |
|
Отрезка |
резцом |
25*...100 |
|
|
фрезой |
25*...50 |
|
Подрезка торцов |
3,2*…12,5(0,8)2 |
11...13 |
|
Строгание |
черновое |
12,5*Б...25 |
12...14 |
|
чистовое |
3,2*...6,3 |
H...13(10)*3 |
|
тонкое |
(0,8)...1,0 |
71,1..10 |
Долбление |
черновое |
25...50 |
14, 15 |
|
чистовое |
3,2...12,5 |
12, 13 |
Фрезерование |
черновое |
25…50 |
12...14(11)**4 |
цилиндрической |
чистовое |
3,2*…6,3 |
10**, 11 |
фрезой |
тонкое |
1,6 |
6, 9 |
Фрезерование |
черновое |
6,3…12,5 |
11**,12…14 |
торцовой |
чистовое |
3,2*...6,3(1,6) |
10**, 11 |
фрезой |
тонкое |
(0,8)...1,6 |
7**, 8, 9 |
Фрезерование |
черновое |
6,3…25 |
12...14 |
концевой фрезой |
чистовое |
6,3…1,6 |
11 |
Фрезерование |
черновое |
3,2 |
12…14 |
скоростное |
чистовое |
0,8...1,6* |
11...13 |
Обтачивание |
обдирочное |
25...100 |
15...17 |
продольной |
получистовое |
6,3... 12,5 |
12...I4 |
подачей |
чистовое |
1,6…3,2(0,8) |
7…9 |
тонкое (алмазное) |
0,4*...0,8(0,2) |
6 |
|
Обтачивание |
обдирочное |
25...100 |
16, 17 |
поперечной |
получистовое |
6,3...12,5 |
14, 15 |
подачей |
чистовое |
3,2* |
11…13 |
тонкое |
(0,8)...1,6 |
8…11 |
|
Обтачивание скоростное |
(0,4)...1,6 |
11 |
|
Сверление |
до 15 мм |
63...12,5* |
12…14 |
Рассверливание |
12,5…25 *(6,3) |
12…14 |
|
Зенкерование |
черновое (по корке) |
12,5…25 |
12...15 |
чистовое |
3,2*...6,2 |
10,11 |
|
Растачивание |
черновое |
50...100 |
15...17 |
получистовое |
12,5…25 |
12…14 |
|
|
чистовое |
1,6*…3,2(0,8) |
8, 9 |
|
тонкое (алмазное) |
0,4*...0,8(0,2) |
7 |
Развертывание |
получистовое |
6,3...12,5 |
9, 10 |
чистовое |
1,6*...3,2 |
7, 8(8)** |
|
|
тонкое |
(0.4)...0,8 |
6**, 7 |
Протягивание |
получистовое |
6,3 |
8, 9 |
чистовое |
0,8*...3,2 |
7, 8 |
|
|
отделочное |
(0,2)...0,4 |
7 |
Зенкование плоское с направлением |
6,3...12,5 |
- |
|
Зенкование угловое |
3,2...6,3 |
- |
|
Шабрение |
глубокие |
1,6...6,3 |
11 |
тонкое |
(0,1)...0,8 |
8, 9 |
|
Слесарная опиловка |
(1,6)...25 |
8...11 |
|
Шлифование круглое |
получистовое |
3.2...6,3 |
8...11 |
чистовое |
0,8…1,6 |
6…8 |
|
топкое |
0,2*...0,4(0,1) |
5 |
|
Шлифование |
получистовое |
3,2 |
8...11 |
плоское |
чистовое |
0,8*...1,6 |
6...8 |
тонкое |
0,2*...0.4(0,1) |
6, 7 |
|
Обкатывание и раскатывание роликами |
|
0,4…1.6 |
6…9 |
или шариками при исходном Ra=3,2…12,5 мкм |
|
|
|
Притирка |
чистовая |
0,4…3,2 |
6, 7 |
тонкая |
0,1…1,6 |
5 |
|
Доводка |
грубая…тонкая |
0,4*...0,05 |
5…7 |
отделочная (зеркальная) |
0,012…0,025 |
- |
|
Buд обработки |
Значение параметра R* мкм |
Степень точности |
|
Нарезание резьбы |
резцом |
3,2*...6,3(1,6) |
6…8(5) |
плашкой |
6,3…12,5 |
8(6) |
|
|
фрезой |
3,2*...6,3(1,6) |
5...8 |
|
метчиком |
3,2…12,5*(1,6) |
7, (6, 4) |
 ,
мкм
,
мкм
размеров от 1 до 500 мм
Интервал размеров, мм |
|
Поля |
|||||||||||||||
|
А |
А3 |
А4 |
А5 |
А7 |
Д |
С |
П |
Н |
Т |
Г |
|
|||||
|
Н7 |
Н8 |
Н11 |
Н12 |
Н14 |
g6 |
h6 |
jx6 |
k 6 |
m 6 |
П6 |
Р6 |
|||||
Св. |
ДО |
|
|
|
|
Предельные |
|||||||||||
1 |
3 |
+10 0 |
+14 0 |
+60 0 |
+100 0 |
+250 0 |
-02 -08 |
0 -06 |
±03 |
+06 0 |
+08 +02 |
+10 +04 |
+12 +06 |
||||
3 |
6 |
+12 0 |
+18 0 |
+75 0 |
+120 0 |
+300 0 |
-04 -12 |
0 -08 |
±04 |
+09 +01 |
+12 +04 |
+18 +08 |
+20 +12 |
||||
6 |
10 |
+15 0 |
+22 0 |
+90 0 |
+150 0 |
+360 0 |
-05 -14 |
0 -09 |
±45 |
+10 +01 |
+15 +06 |
+19 +10 |
+24 +15 |
||||
10 |
14 |
+18 0 |
+27 0 |
+110 0 |
+180 0 |
+430 0 |
-06 -17 |
0 -11 |
±055 |
+12 +0» |
+18 +07 |
+23 +12 |
+29 +18 |
||||
14 |
18 |
|
|
|
|
|
|
|
|
|
|
|
|
||||
18 |
24 |
+21 0 |
+33 0 |
+130 0 |
+210 0 |
+520 О |
-07 -20 |
0 -13 |
±065 |
+15 +02 |
+21 +08 |
+28 +15 |
+35 +22 |
||||
24 |
30 |
|
|
|
|
|
|
|
|
|
|
|
|
||||
30 |
40 |
+25 0 |
+39 0 |
+160 0 |
+250 0 |
+620 0 |
-09 -25 |
0 -16. |
±08 |
+18 +02 |
+25 +09 |
+33 +17 |
+42 +26 |
||||
40 |
50 |
|
|
|
|
|
|
|
|
|
|
|
|
||||
50 |
65 |
+30 0 |
+46 0 |
+190 0 |
+300 0 |
+740 0 |
-10 -29 |
0 -19 |
±095 |
+21 +02 |
+30 +11 |
+39 +20 |
+51 +32 |
||||
65 |
80 |
|
|
|
|
|
|
|
|
|
|
|
|
||||
80 |
100 |
+35 0 |
+54 0 |
+220 0 |
+350 0 |
+870 0 |
-12 -34 |
0 -22 |
±11 |
+25 +03 |
+35 +13 |
+45 +23 |
+59 +57 |
||||
100 |
120 |
|
|
|
|
|
|
|
|
|
|
|
|
||||
120 |
140 |
+40 0 |
+63 0 |
+250 0 |
+400 0 |
+1000 0 |
-14 -3? |
0 -25 |
±125 |
+28 +03 |
+40 +15 |
+52 +27 |
+68 +43 |
||||
140 |
160 |
|
|
|
|
|
|
|
|
|
|
|
|
||||
160 |
180 |
|
|
|
|
|
|
|
|
|
|
|
|
||||
180 |
200 |
+46 0 |
+72 0 |
+290 0 |
+460 . 0 |
+1150 0 |
-15 -44 |
0 -29 |
±145 |
+33 +04 |
+46 +17 |
+«0 +31 |
+79 +50 |
||||
200 |
225 |
|
|
|
|
|
|
|
|
|
|
|
|
||||
225 |
250 |
|
|
|
|
|
|
|
|
|
|
|
|
||||
250 |
280 |
+52 0 |
+81 0 |
+320 О |
+520 0 |
+1300 0 |
-17 -49 |
0 -32 |
±16 |
+36 +04 |
+52 +20 |
+66 +34 |
+88 +56 |
||||
280 |
315 |
|
|
|
|
|
|
|
|
|
|
|
|
||||
315 |
355 |
+57 0 |
+89 0 |
+360 0 |
+570 0 |
+1400 0 |
-18 -54 |
0 -36 |
±18 |
+40 +04 |
+57 +21 |
+73 +37 |
+98 +62 |
||||
355 |
400 |
|
|
|
|
|
|
|
|
|
|
|
|
||||
400 |
450 |
+63 0 |
+97 0 |
+400 0 |
+630 0 |
+1550 0 |
-20 -60 |
0 -40 |
±20 |
+45 +05 |
+63 +23 |
+80 +40 |
+108 +68 |
||||
450 |
500 |
|
|
|
|
|
|
|
|
|
|
|
|
||||
Предельные отклонения
размеров от 1 до 500 мм
допусков |
||||||||||||
Ш |
Л |
Ш3 |
Х3 |
С3 |
Ш4 |
Л4 |
Х4 |
С4 |
Х5 |
С5 |
В7 |
СМ7 |
d 8 |
e 8 |
d 9 |
f 9 |
h 9 |
a 11 |
c 11 |
d 11 |
h 11 |
b 12 |
h 12 |
h 14 |
jx 14 |
отклонения, мкм |
||||||||||||
-20 -34 |
-14 т28 |
-20 -45 |
-Об -31 |
0 -25 |
-270 -330 |
-60 -120 |
-20 -80 |
0 -60 |
-140 -240 |
0 -300 |
0 -250 |
±125 |
-30 -48 |
-20 -38 |
-30 -60 |
-10 -40 |
0 -30 |
-270 -343 |
-70 -145 |
-30 -105 |
0 -75 |
-140 -260 |
0 -120 |
0 -300 |
±150 |
-40 -62 |
-25 -47 |
-40 -76 |
-13 -49 |
0 -36 |
-280 -370 |
-80 -170 |
-40 -130 |
0 -90 |
-150 -300 |
0 -150 |
0 -360 |
±180 |
-50 -77 |
-32 -59 |
-50 -93 |
-16 -59 |
0 -43 |
-290 -400 |
-95 -205 |
-50 -160 |
0 -110 |
-150 -330 |
0 -180 |
0 -430 |
±215 |
|
|
|
|
|
|
|
|
|
|
|
|
|
-65 -98 |
-40 -73 |
-65 -117 |
-20 -72 |
0 -52 |
-300 -430 |
-110 -240 |
-65 -195 |
0 -130 |
-160 -370 |
0 -210 |
0 -520 |
±260 |
|
|
|
|
|
|
|
|
|
|
|
|
|
-80 —119 |
-50 -89 |
-80 -142 |
-25 -87 |
0 -62 |
-310 -470 |
-120 -280 |
-80 -240 |
0 -160 |
-170 -420 |
0 -250 |
0 -620 |
±310 |
|
|
|
|
|
-320 -480 |
-130 -290 |
|
|
-180 -430 |
|
|
|
-100 -146 |
-60 -106 |
-100 -174 |
-30 -104 |
0 -74 |
-340 -530 |
-140 -330 |
-100 -290 |
0 -190 |
-190 -490 |
0 -300 |
0 -740 |
±370 |
|
|
|
|
|
-360 -550 |
-150 -340 |
|
|
-200 -500 |
|
|
|
-120 -174 |
-72 -126 |
-120 -207 |
-36 -123 |
0 -87 |
-380 -600 |
-170 -390 |
-120 -340 |
0 -220 |
-220 -570 |
0 -350 |
0 -870 |
±435 |
|
|
|
|
|
-410 -630 |
-180 -400 |
|
|
-240 -590 |
|
|
|
-145 -208 |
-85 -148 |
-145 -245 |
-43 -143 |
0 -100 |
-460 -710 |
-200 -450 |
-145 -395 |
0 -250 |
-260 -660 |
0 -400 |
0 -1000 |
±500 |
|
|
|
|
|
-520 -770 |
-210 -460 |
|
|
-2*0 -680 |
|
|
|
|
|
|
|
|
-580 -830 |
-230 -480 |
|
|
-310 -710 |
|
|
|
-170 -242 |
-100 -172 |
-170 -285 |
-50 -165 |
0 -115 |
-660 -950 |
-240 -530 |
-170 -460 |
0 -290 |
-340 —800 |
0 -460 |
0 -1350 |
±575 |
|
|
|
|
|
-740 -1030 |
-260 -550 |
|
|
-380 -840 |
|
|
|
|
|
|
|
|
-820 -1110 |
-280 -570 |
|
|
-420 -880 |
|
|
|
-190 -271 |
-110 -191 |
-190 -320 |
-56 -186 |
0 -130 |
-920 -1240 |
-300 -620 |
-190 -510 |
0 -320 |
-480 -1000 |
0 -520 |
0 -1300 |
±650 |
|
|
|
|
|
-1050 -1370 |
-330 -650 |
|
|
-540 -1060 |
|
|
|
-210 -299 |
-125 -214 |
-210 -350 |
-62 -202 |
0 -140 |
-3200 -1560 |
-360 -720 |
-210 -570 |
0 -360 |
-600 -1170 |
0 -570 |
0 -1400 |
±700 |
|
|
|
|
|
-1350 -1710 |
-400 -760 |
|
|
-680 -1250 |
|
|
|
-230 -327 |
-135 -232 |
-230 -385 |
-68 -223 |
0 -155 |
-1500 -1900 |
-440 -840 |
-230 -630 |
0 -400 |
-760 -1390 |
0 -630 |
0 -1550 |
±750 |
|
|
|
|
|
-1650 -2050 |
-480 -880 |
|
|
-840 -1470 |
|
|
|
030b 12
Ф25М2
ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ
ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ
Паспорт КМО
|
|
Содержание |
|
1. |
Характеристика темы |
2. |
Распределение материала темы по урокам |
3. |
Подготовка мастера производственного обучения к изучаемой теме урока |
4. |
Планы, конспекты, инструкционные карты по урокам |
5. |
Вопросы домашнего задания |
6. |
Литература |
7. |
Приложения |