

17. Правила выбора баз.
В основе выбора технологических баз лежит ряд правил. Правила выбора черновых баз следующие:
1. Необработанные (черновые) поверхности в качестве баз можно использовать только на первой операции. При дальнейшей обработке это не допускается
2. В качестве технологических баз следует принимать наиболее точные поверхности достаточных размеров, с наименьшей шероховатостью, без прибылей, литников, окалины и других дефектов. Это обеспечивает большую точность базирования и закрепления.
3. Если у заготовки обрабатываются не все поверхности, за технологические для первой операции рекомендуется принимать поверхности, которые вообще не обрабатываются. Это обеспечивает наиболее точное относительное положение обрабатываемых и необрабатываемых поверхностей.
4. Если у заготовки обрабатываются все поверхности, то в качестве черновой базы целесообразно принимать поверхности с наименьшими припусками. Это позволяет лучше «выкроить» деталь и избежать появления «чернот»,
5. Черновая база должна выбираться с учетом обеспечения лучших условий обработки поверхностей, принимаемых в дальнейшем в качестве чистовых технологических баз.
Правила выбора чистовых баз следующие:
1 Наибольшая точность обработки достигается при использовании на всех операциях механической обработки одних и тех же базовых поверхностей, те необходимо соблюдать принцип постоянства баз. При вынужденной смене баз необходимо переходить от менее точной базы к более точной
2. Соблюдать принцип совмещения баз, согласно которому в качестве технологических баз используются измерительные базы. При их совмещении погрешность базирования равна нулю. При их несовпадении выбранная технологическая база считается приемлемой при условии, что погрешность базирования в сумме с погрешностью технологической системы не превышает допуск на размер, выдерживаемый на выполняемом переходе.
3. Точность, форма и размеры технологической базы должны обеспечивать необходимую точность обрабатываемой поверхности.
4. Для операций, на которых обеспечиваются требования по точности относительного расположения поверхностей, в качестве технологической базы выбираются поверхности, связанные с обрабатываемой требованиями по относительному расположению.
5. В качестве технологической базы следует использовать те поверхности, которые связаны с обрабатываемой кратчайшей размерной связью.
6. Поверхности, которые будут использованы в качестве технологической базы в дальнейшем, должны быть обработаны на первой операции, желательно за один у станов детали.
7. Выбранные технологические базы должны обеспечивать простую и надежную конструкцию приспособления, удобство и быстроту установки и снятия обрабатываемой детали. Поверхности детали не должны деформироваться под действием сил резания, зажима и собственной массы.
8. Базы, используемые на операциях окончательной обработки, должны иметь наибольшую точность.
9. При отсутствии у заготовки надежных технологических баз, можно создать искусственные базы, изменив при необходимости конструкцию заготовки (бобылки, приливы, технологические и центровые отверстия и др.).
Выбор технологических баз сопровождают расчетом погрешностей базирования, что является основой для обоснования выбора схемы установки заготовки
Шероховатость поверхности и точность обработки
На поверхностях деталей после их механической обработки всегда остаются неровности. Совокупность неровностей, образующихся при обработке, называют шероховатостью поверхности. Величина шероховатости оказывает непосредственное влияние на качество неподвижных и подвижных соединений. Детали с большой шероховатостью поверхности в неподвижных соединениях не обеспечивают требуемой точности и надежности сборки, а в подвижных соединениях быстро изнашиваются и не обеспечивают первоначальных зазоров.
На поверхности, обработанной токарным резцом, образуются неровности в виде винтовых выступов и винтовых канавок (рисунок слева: а) - образование поперечной и б) - продольной шероховатости). Неровности, расположенные в направлении подачи S, образуют поперечную шероховатость, а неровности, расположенные в направлении скорости резания, - продольную шероховатость. Высота Н и характер неровностей зависят от обрабатываемого материала, режима резания, геометрии режущих кромок инструмента и других факторов (рисунок справа: а) - влияние вспомогательного угла в плане, б) - влияние подачи, в) - влияние радиуса скругления режущей кромки резца). Величина Н увеличивается с увеличением подачи и уменьшается с увеличением радиуса скругления режущей кромки резца. При увеличении скорости резания высота Н неровностей уменьшается. Увеличение вспомогательного угла в плане, уменьшение заднего угла, затупление режущей кромки приводят к увеличению шероховатости поверхности. В производственных условиях шероховатость обработанной поверхности детали оценивают методом сравнения с образцом. В качестве образца используют обработанную деталь, шероховатость поверхности которой аттестована.
О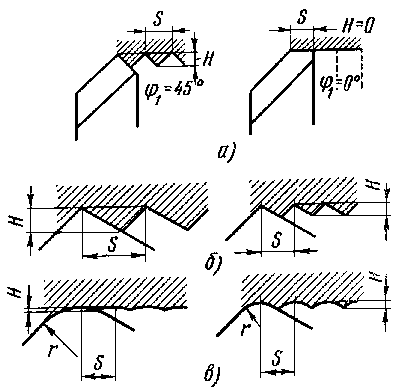 тклонения
размеров и других параметров готовой
детали от указанных в чертеже определяют
погрешность обработки, величина которой
должна находиться в пределах допуска.
Погрешности подразделяют на систематические
и случайные. К систематическим относятся
погрешности, которые при обработке
партии деталей повторяются на каждой
детали. Систематические погрешности
по величине больше случайных и определяют
точность обрабатываемой детали. Основными
причинами систематических погрешностей
обработки являются: неточность станка
(например, непрямолинейность направляющих
станины и суппортов, непараллельность
или неперпендикулярность направляющих
оси шпинделя, неточность изготовления
щпинделя и его опор и т. д.); деформация
сборочных единиц (узлов) и деталей станка
под действием сил резания и нагрева в
процессе работы; неточность изготовления
режущих инструментов, приспособлений
и их износ; деформация инструментов и
приспособлений под действием сил резания
и нагрева в процессе обработки; погрешности
установки и базирования заготовки на
станке; деформация обрабатываемой
заготовки под действием сил резания и
зажима, а также благодаря нагреву в
процессе обработки; погрешности,
возникающие при установке инструментов
и их настройке на размер; погрешности
в процессе измерения, вызываемые
неточностью измерительных инструментов
и приборов, их износом и деформациями,
а также ошибкой рабочего при оценке
показаний измерительных устройств.
Причины, вызывающие систематические
погрешности, можно установить и устранить.
К случайным относятся погрешности,
возникающие вследствие случайных
упругих деформаций заготовки, станка,
приспособления и режущего инструмента
(например, из-за неоднородности
обрабатываемого материала).
тклонения
размеров и других параметров готовой
детали от указанных в чертеже определяют
погрешность обработки, величина которой
должна находиться в пределах допуска.
Погрешности подразделяют на систематические
и случайные. К систематическим относятся
погрешности, которые при обработке
партии деталей повторяются на каждой
детали. Систематические погрешности
по величине больше случайных и определяют
точность обрабатываемой детали. Основными
причинами систематических погрешностей
обработки являются: неточность станка
(например, непрямолинейность направляющих
станины и суппортов, непараллельность
или неперпендикулярность направляющих
оси шпинделя, неточность изготовления
щпинделя и его опор и т. д.); деформация
сборочных единиц (узлов) и деталей станка
под действием сил резания и нагрева в
процессе работы; неточность изготовления
режущих инструментов, приспособлений
и их износ; деформация инструментов и
приспособлений под действием сил резания
и нагрева в процессе обработки; погрешности
установки и базирования заготовки на
станке; деформация обрабатываемой
заготовки под действием сил резания и
зажима, а также благодаря нагреву в
процессе обработки; погрешности,
возникающие при установке инструментов
и их настройке на размер; погрешности
в процессе измерения, вызываемые
неточностью измерительных инструментов
и приборов, их износом и деформациями,
а также ошибкой рабочего при оценке
показаний измерительных устройств.
Причины, вызывающие систематические
погрешности, можно установить и устранить.
К случайным относятся погрешности,
возникающие вследствие случайных
упругих деформаций заготовки, станка,
приспособления и режущего инструмента
(например, из-за неоднородности
обрабатываемого материала).
![]()
Жесткость и вибрации системы СПИД
Возникающие при резании нагрузки воспринимаются инструментом и приспособлением, в котором инструмент закреплен, а также деталью и приспособлением, в котором она установлена и закреплена. Возникающие нагрузки передаются приспособлениями на сборочные единицы (узлы) и механизмы станка, благодаря чему образуется замкнутая технологическая система станок- приспособление - инструмент - деталь (СПИД).
В процессе обработки детали сила резания не остается постоянной в результате действия следующих факторов: изменяется сечение срезаемой стружки, изменяются механические свойства материала детали; изнашивается и затупляется режущий инструмент; образуется нарост на передней поверхности резца и др. Изменение силы резания обусловливает соответствующее изменение деформаций системы СПИД, нагрузки на механизмы станка и условий работы электропривода, что приводит к колебаниям заготовки и инструмента. Характер изменения этих колебаний во времени называют вибрациями. Вибрации оказывают значительное влияние на условия обработки детали и зависят от жесткости системы СПИД, т. е. от способности системы препятствовать перемещению ее элементов под действием изменяющихся нагрузок. Жесткость системы СПИД является одним из основных критериев работоспособности и точности станка под нагрузкой.
Колебания при резании разделяют на вынужденные, причина возникновения которых - периодически действующие возмущающие силы, и автоколебания, которые не зависят от воздействия возмущающих сил. Источникам возмущающих сил являются неуравновешенные части станка (шкивы, зубчатые колеса, валы), выполненные с дефектом передаточные звенья, неуравновешенность обрабатываемой детали, неравномерный припуск на обработку и другие факторы.
Основными источниками возникновения автоколебаний являются следующие: изменение сил резания вследствие неоднородности механических свойств обрабатываемого материала; появление переменной силы резания в процессе удаления нароста с режущей части инструмента; изменение сил трения на поверхностях инструмента вследствие изменения скорости резания в процессе работы и др. На интенсивность автоколебаний оказывают влияние физико-механические свойства обрабатываемого материала, параметры режима резания, геометрические параметры инструмента, жесткость отдельных элементов и всей системы СПИД, зазоры в отдельных звеньях системы СПИД.
С увеличением скорости резания вибрации сначала возрастают, а затем уменьшаются. При увеличении глубины резания вибрации возрастают, а с увеличением подачи - уменьшаются. При увеличении главного угла в плане (резца) вибрации уменьшаются, а при увеличении радиуса г скругления режущей кромки резца - возрастают. Износ резца по задней поверхности способствует возрастанию вибраций. Чем больше вылет резца из резцедержателя и чем меньше размеры державки резца в поперечном сечении, тем меньше жесткость системы СПИД, что приводит к увеличению вибраций станка, причем с повышением скорости, резания интенсивность влияния этих факторов на увеличение вибраций возрастает.
Зная причины возникновения вибраций, можно найти способы их уменьшения. Рациональными являются такие способы, с помощью которых можно значительно уменьшить вибрации станка, не снижая его производительности.