

4.2. Назначение и типы приводов.
Приводом станка называется совокупность устройств, получающих энергию извне и сообщающих движение соответствующим рабочим органам станка. Приводы бывают:
групповые
индивидуальные.
В основном в металлорежущих станках применяются индивидуальные электроприводы. Станок получает энергию движения от одного или нескольких электродвигателей. В последнем случае различают привод главного движения, привод подачи, привод быстрых перемещений и т.д.
В зависимости от расположения электродвигателя относительно станка приводы бывают с приставным, фланцевым и встроенным электродвигателем.
Приводы бывают со ступенчатым и бесступенчатым регулированием частоты вращения шпинделя и подачи. Приводы со ступенчатым регулированием выполняются в виде шестеренных коробок передач, они просты по конструкции и надежны в эксплуатации, однако не всегда позволяют получить оптимальные режимы резания.
Для бесступенчатого регулирования движений применяется электрическое и гидравлическое регулирование, а также регулирование механическими вариаторами.
В приводах металлорежущих станков применяются ременные, цепные, зубчатые, реечные, винтовые, червячные и другие передачи. Для анализа движений различных органов станков применяют упрощенные и условные схемы механизмов, которые дают наглядное представление о кинематике станков. Кинематической цепью называется совокупность звеньев или механизмов, предназначенных для передачи движения. Кинематическая схема станка – это условное изображение в одной плоскости механизмов станка в их совокупности.
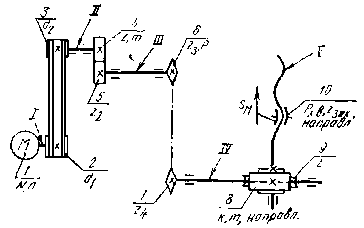
Рис.4.1. Пример кинематической цепи
Кинематические цепи могут иметь как постоянные взаимодействующие звенья, так и сменные. Группа сменных, взаимодействующих элементов (зубчатые колеса, кулачки, шкивы) называется узлом настройки.
Передаточное отношение – отношение частоты вращения ведомого вала к частоте вращения ведущего вала.
![]() , где
, где
k – число заходов червяка; z – число зубьев червячного колеса.
Зависимость, связывающая расчетное перемещение конечных звеньев кинематической цепи, называется уравнением кинематического баланса или уравнением кинематической цепи. В зависимости от характера выполняемых конечным звеном движений кинематические цепи имеют соответствующие названия: цепь главного движения, цепь подач, цепь деления (обкатки) и т.д. Для кинематической цепи, представленной на рисунке, перемещения рабочего органа (стола) 10, т.е. минутная подача (мм/мин):
S m
m![]()
i
цепи
Т.к. n1iц=nv, то nvPx.в.=Sм, здесь iц – передаточное отношение кинематической цепи.
Кроме условного изображения передач на кинематических схемах указывается число зубьев, звездочек (z3, z4), зубчатых колес z1, z2, червячных колес z, их модуль m, число заходов червяка k и винтов Zзах, шаг ходовых винтов Рх.в., направление резьбы, диаметры шкивов d1, d2, мощность N и частота вращения n двигателя.
Валы нумеруют римскими цифрами, остальные элементы – арабскими. Порядковый номер элемента представляют на полке линии-выноски. Под полкой линии-выноски указывают основные характеристики и параметры кинематического элемента. Сменные кинематические элементы групп настройки не нумеруются и их обозначают на схеме для цепей главного движения заглавными буквами А,В,С,…, а для цепей подач - строчными буквами латинского алфавита а,в,с,...