

3.2. Наростообразование при резании материалов
При образовании сливной стружки обрабатываемый материал часто задерживается на передней поверхности инструмента непосредственно около главного режущего лезвия. Это наслоение имеет в сечении треугольную форму и называется наростом (рис.3.2).
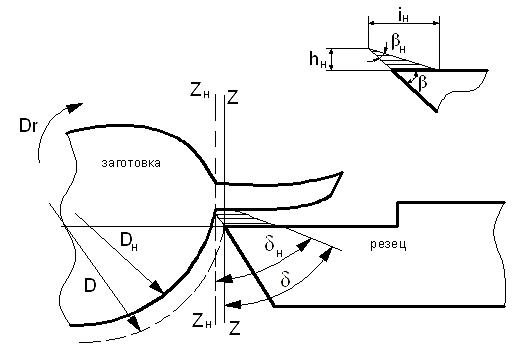
Z-Z – плоскость резания;
ZH-ZH – плоскость нароста;
δН – угол резания при наличии нароста;
RH – радиус обработанной поверхности при наросте.
Рис.3.2. Нарост.
Наиболее вероятной причиной его появления можно считать торможение и схватывание тонких контактных слоев стружки на шероховатой передней поверхности зуба инструмента. Слои наращиваются друг на друга пока нарост не достигнет размеров максимально возможных при данных условиях обработки. Твердость нароста в 2,5-3,5 раза больше твердости исходного материала. Т.о. нарост как бы принимает на себя функции режущего клина. Однако он не стабилен. Достигнув так размеров нарост разрушается. Частично уносится стружкой и поверхностью детали. Частота срывов нароста достигает несколько сотен в минуту. Наросты могут образовываться при резании различных материалов стальными твердосплавными минералокерамическими и алмазными инструментами.
Влияние нароста на процесс резания:
1. Уменьшается угол резания δ, следовательно сопротивление резания и условия трения «+».
2. Увеличивается шероховатость обработанной поверхности «-».
3. В зоне устойчивого наростообразования передняя и задняя поверхности режущего клина инструмента защищаются от разрушения «+».
4. При наростообразовании не обеспечивается требуемая точность обработки деталей, разные R и Rн «-».
5. Для каждого материала характерен определенный диапазон скоростей резания, при которых размеры нароста максимальны.
6. Периодические срывы нароста приводят к возникновению вибрации, которая ухудшает качество обрабатываемой поверхности. Поэтому нарост не допустим при чистовой обработке «-».
Рис. 3.3. Зависимость высоты нароста от скорости резания: 0 – нарост отсутствует, I – нарост мал, II – интенсивное увеличение величины нароста, III- резкое уменьшение величины нароста, IV – уменьшение величины нароста.
3.3. Усадка стружки
Пластическая деформация при срезании слоя материала внешне проявляется в том, что толщина стружки а1 становится больше толщины среза а, а ее длина l меньше длины пройденного инструмента lo. Явление укорочения стружки по длине и увеличение по толщине называется усадкой стружки, которая характеризуется коэффициентом усадки
![]() .
.
Обычно величина ξ = 1,5…4.
Коэффициент усадки стружки характеризует степень пластического деформирования. На усадку стружки влияют режимы резания, свойства обрабатываемых материалов и другие факторы. При увеличении угла γ и применении СОЖ усадка стружки обычно уменьшается.
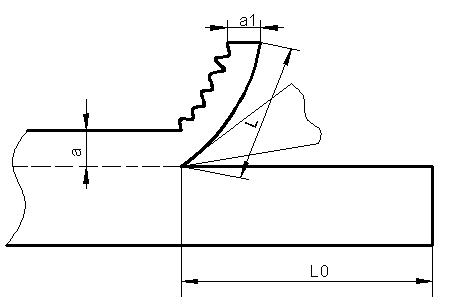
Рис. 3.4. Схема к определению усадки стружки.
3.4. Тепловые явления при резании.
Теплота является одним из основных факторов, влияющих на резание. Теплообразование оказывает двойное воздействие на резание: с одной стороны интенсивное тепловыделение облегчает деформирование материала срезаемого слоя и способствует образованию пограничного слоя на контактной поверхности стружки и заготовки. Вследствие этого уменьшается износ инструмента и повышается качество обрабатываемой поверхности. С другой стороны тепловое воздействие на режущие лезвия инструмента приводит к изменению структуры и физико-механических свойств материала (снижается твердость). Температура в зоне главной режущей кромки достигает 800-1000оС. Это приводит к потере режущей способности инструмента и снижению точности обработки.
Тепловыми явлениями при резании необходимо управлять так, чтобы выделенная теплота облегчала резание и не снижала точности обработки и стойкости инструмента. Погрешности обработанной заготовки, возникающие вследствие тепловыделения необходимо учитывать при наладке станков. И для определения этих погрешностей необходимо знать температуру инструмента и заготовки в процессе резания.
Выделение теплоты при снятии стружки объясняется тем, что в теплоту переходит механическая работа, затрачиваемая на процесс резания. Эту работу можно выразить следующим образом:
![]() ,
где
,
где
Рz – тангенциальная составляющая силы резания (главная сила резания), H;
ℓ - путь, пройденный инструментом, м.
![]() ,
где
,
где
V – скорость резания, м/мин.
Работа при резании материала расходуется на преодоление упругой деформации, возникающей в процессе резания (Аупр), на преодоление пластической деформации срезаемого слоя материала и обработанной поверхности (Апл) и на преодоление сил трения.
А = Аупр + Апл + Атр

55%
Работа, затрачиваемая на преодоление сил трения составляет55% от общей работы резания. Работа, затрачиваемая на преодоление сил трения состоит из:
Атр.п.п. + Атр.р.з. + Атр.о.з. = Атр.


35% 10%
Атр.п.п. – работа силы трения сходящей стружки о переднюю поверхность;
Атр.р.з. – работа сил трения поверхности резания о главную заднюю поверхность резца;
Атр.о.з. – работа сил трения обрабатываемой поверхности о вспомогательную заднюю поверхность резца.
Практически вся работа резания преобразуется в теплоту (более 99,5%), следовательно теплота может определяться как работа
Q = А = РzV.
При этом теплота в зоне резания выделяется следующим образом (рис.3.5).
Основными зонами возникновения теплоты являются:
- зона плоскости скалывания;
- зона трения срезаемого слоя о переднюю поверхность резца;
- зона трения задних поверхностей резца об обработанную поверхность и поверхность резания.
Вся образовавшаяся теплота распределяется согласно уравнению теплового баланса следующим образом:
Q = Qупр + Qпл + Qтр = Q1 + Q2 + Q3 + Q4 , где
Q1 – теплота, уходящая со стружкой (например, при v=40-50 м/мин и обработке резцами конструкционных сталей Q1≈60 – 70%);
Q2 – теплота, уходящая в резец (3%);
Q3 – теплота, поглощаемая деталью (35-25%);
Q4 – теплота, уходящая в окружающую среду (1-2%).
На количество теплоты, выделяемой при резании и, соответственно, температуру резания влияют различные факторы:
-скорость резания;
-элементы срезаемого слоя а и b;
-физико-механические свойства обрабатываемого материала;
-параметры режущей части инструмента;
-условия охлаждения и СОЖ.
В общем случае температура в зоне резания
![]() ,
где
,
где
СΘ – постоянный коэффициент, зависящий от условий обработки;
X0, Y0, Z0 – показатели степени, возрастающие приблизительно по геометрической прогрессии со знаменателем ряда, равным 2.
При точении, например, стали 40X эта зависимость имеет вид
![]() ,
где
,
где
t – глубина резания;
S – подача;
V – скорость.
Как следует из формулы, в наибольшей мере температура в зоне резания зависит от скорости, а в наименьшей – от глубины резания. Для рациональной обработки (при наибольшей производительности и стойкости инструмента) необходимо принимать максимальные значения t и S, соответственно изменяя при этом скорость резания.
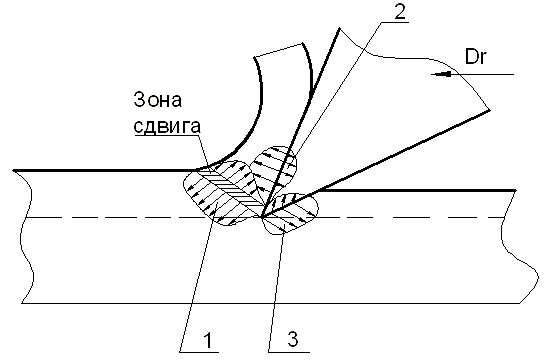
Рис.3.5. Зоны образования и распределения тепла.