

Введение
Подавляющее большинство деталей приборов и машин получают окончательную форму и размеры в результате механической обработки, большая часть которой принадлежит обработке материалов резанием, особенно в тех случаях, когда требуется получить детали с высокой точностью размеров и малой высотой обработанных поверхностей. При резании материалов имеет место процесс сложного пластического деформирования, сопровождаемое большим количеством теплоты, трения, изнашиванием, упрочнения, вибрациями и другими физическими явлениями.
При проектировании технологического процесса изготовления деталей приборов необходимо оценить эффективность разработанного процесса, показателями которого, являются качество изготовленных деталей, их себестоимость, надежность процесса и его производительность. Производительность зависит от установленных режимов резания, а назначение режимов резания невозможно без знания основных закономерностей процесса резания и явлений, происходящих в зоне деформирования и на контактных поверхностях инструмента.
Кинематические и геометрические параметры процесса резания.
Обработка резанием – это технологический процесс изготовления детали, заключающийся в образовании новых поверхностей отделением поверхностных слоев материала с образованием стружки.
Резание происходит путем внедрения в обработанную заготовку режущей части инструмента, движение которого осуществляется под действием сил привода станка. В зоне соприкосновения режущего клиноинструмента и срезаемого слоя заготовки происходит сложный процесс пластического деформирования и разрушения металла, приводящий к образованию стружки и отделению ее от заготовки.
Для осуществления резания необходимо относительное движение между заготовкой и режущим инструментом. Совокупность движений, сообщаемых на станках в процессе резанием инструменту и заготовки представляет кинематическую схему резания. В зависимости от количества и характера сочетаемых элементарных движений кинематической схемы резанием систематизированы по группам. Обработку деталей резанием можно разбить на следующие методы:
- слесарная обработка;
- точение;
- сверление;
- строгание;
- фрезерование;
- протягивание (прошивание);
- шлифование;
- отделочные методы.
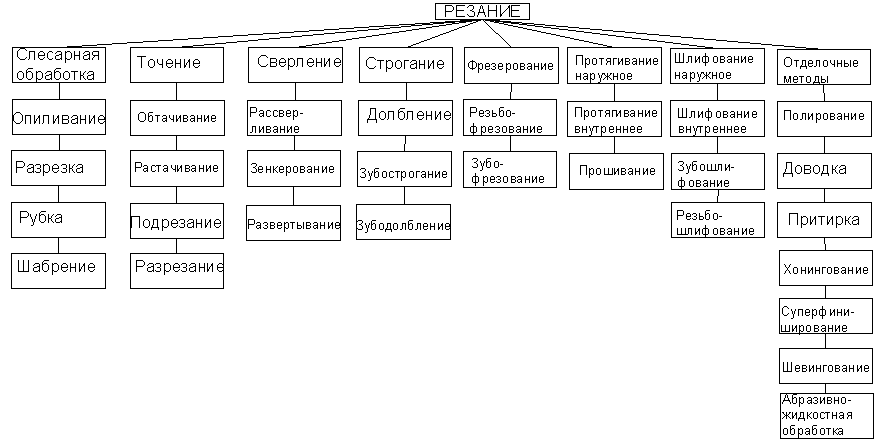
Рис.1.1. Классификация методов обработки деталей резанием.
Любой реальный процесс резанием входит в одну из групп. При обработке резанием различают главное движение резанием и движение подач.
Прямолинейное поступательное или вращательное движение инструмента или заготовки, происходящие с наибольшей скоростью в процессе резания и определяющее скорость снятия материала срезаемого слоя называется главным движением резания и по ГОСТу обозначают Dг.
Скорость главного движения обозначают V.
Прямолинейное поступательное или вращательное движение инструмента или заготовки, скорость которых меньше главной скорости движения резания и предназначенная для того, чтобы распространить отделение слоя материала на всю обработанную поверхность, называется движением подачи (DS).
Скорость движения подачи VS.