

3.2.4. Литье в кокиль
Литье в кокиль осуществляют путем свободной заливки расплавленного металла под действием гравитационных сил в металлические, многократно используемые литейные формы из стали, чугуна, медных и алюминиевых сплавов с анодированной рабочей поверхностью. Кокиль служит для образования наружных очертаний отливки; внутренние полости и отверстия образуются при помощи стержней, устанавливаемых в кокиль перед заполнением его металлом.
Кокиль служит для образования наружных очертаний отливки; внутренние полости и отверстия образуются при помощи стержней, устанавливаемых в кокиль перед заполнением его металлом. Сложные полости получают при помощи разъемных металлических стержней. Рабочую поверхность кокилей покрывают огнеупорными материалами и красками, которые периодически наносят в процессе работы кокиля.
В кокилях можно практически получать отливки из всех сплавов. Наибольшее применение имеют алюминиевые и магниевые сплавы - примерно 50 % отливок из этих сплавов получают в кокилях. Из чугунов в кокили отливают примерно 10 % отливок, из стали 5 %. В одном кокиле можно получить до тысячи отливок из стали, до 10 тысяч отливок из чугуна и медных сплавов и сотни тысяч из алюминиевых и магниевых сплавов.
Металлическая форма-кокиль для поршня показана на рис. 3.12., а состоит из нижней плиты 7 и двух полуформ 4 и 5. В полуформах имеется полость и каналы для ее заполнения металлом 2. Полуформы шарнирно соединены между собой и раскрываются по вертикальной плоскости разъема. Для плотного соединения полуформ имеется замковая часть 3, 6 . Внутренние полости и отверстия в отливке получаются при помощи металлических стержней 2, 4 (2 шт.) и 5 (рис. 3.12, б), вставляемых в кокиль перед заполнением его металлом. Стержни 2 образуют боковые отверстия в отливке.
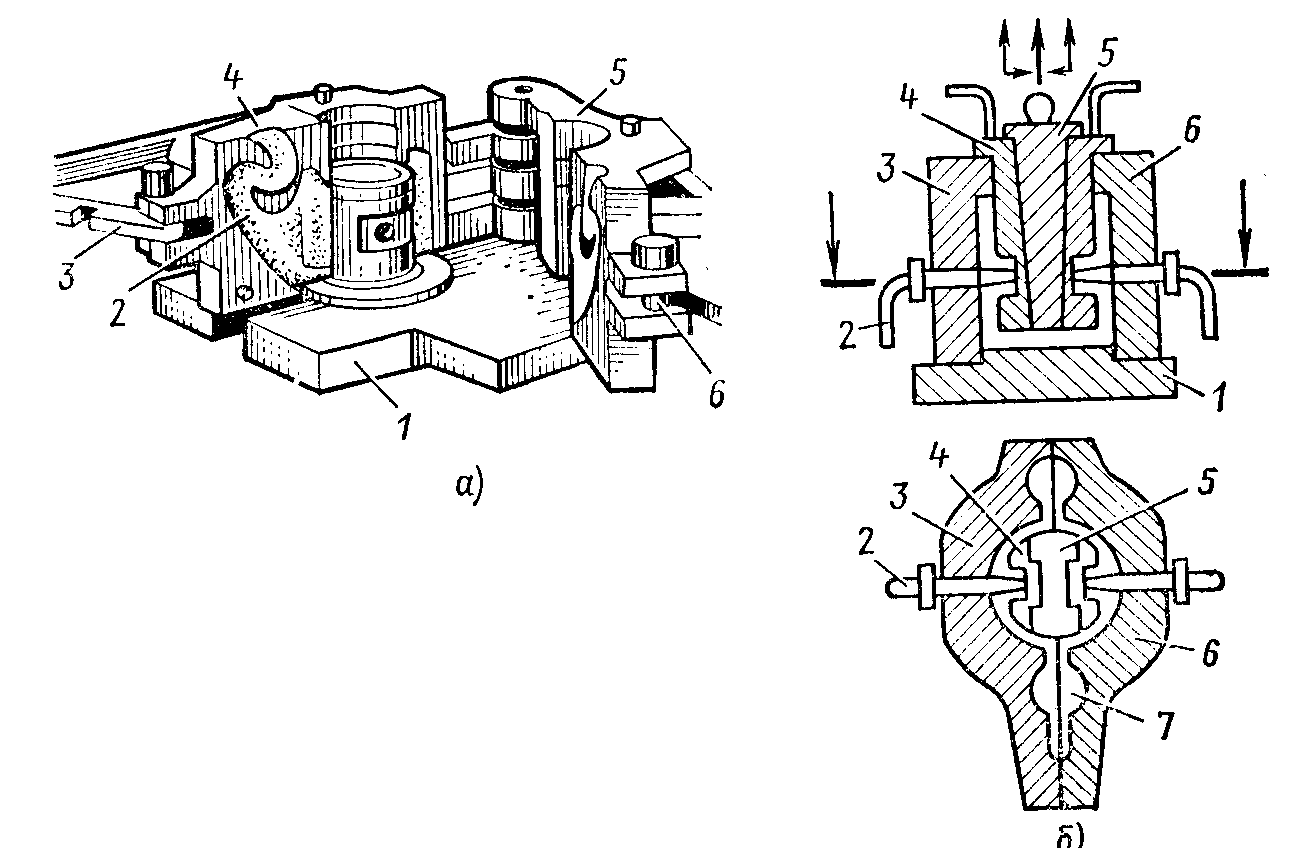
Рис. 3.12. Устройство кокиля и отливка, полученная в этом кокиле;
а - кокиль в раскрытом положении; б - сечение кокиля со стержнями
Внутренняя полость образуется сборньм стержнем, состоящим из боковых частей 4 и центральной части 5, а наружная поверхность - плитой 1 и полуформами 3 и 6. Заполнение кокиля металлом происходит через литниковую систему 7. После кристаллизации сплава из отливки удаляют боковые и центральные стержни. Для удаления составного центрального стержня вначале извлекают клиновидную часть 5, а боковые части 4 поочередно смещают в образовавшийся зазор и поднимают. После извлечения стержней кокиль раскрывают и удаляют из него отливку.
3.2.5. Центробежное литье
Центробежное литье осуществляется во вращающиеся металлические формы – изложницы, внутрь которых заливается расплавленный металл. Под воздействием центробежных сил заливаемый в изложницу металл оттесняется к ее внутренним стенкам, образуя внутри отливки цилиндрическое пространство, ограниченнное свободной поверхностью. По этой причине не требуется использованиия стержней для образования внутренних отверстий в отливках.

Рис. 3.13. Центробежное литье (в изложницах) с горизонтальной (а) и вертикальной (б) осями вращения: 1- расплав; 2 - заливочная воронка; 3 - разливочный ковш; 4 - отливка; 5 - изложница
Для вращения изложницы используют машины с электрическим или пневматическим приводом. Вращение изложниц может происходить относительно вертикальной, горизонтальной и наклонной осей. Наибольшее распространение получили методы литья на машинах с горизонтальной и вертикальной осью вращения изложниц.
Широкое применение центробежный способ нашел для отливок чугунных канализационных и водопроводных труб на машинах с горизонтальной осью вращения изложниц. Все технологические процессы полностью автоматизированы. Длина труб 4 - 10 м, диаметр 100 - 1000 мм.
Центробежный способ применяют для заливки форм, полученных по выплавляемым моделям, при изготовлении отливок из труднообрабатываемых сплавов.