

2.4.2 Производство железосодержащих окатышей
Расширение испльзования бедных руд и особенно стремление к более глубокому обогащению их привели к получению тонкоизмельченных железорудных концентратов (менее 0,07 мм).
Тонкоизмельченные концентраты обладают пониженной газопроницаемостью, а агломераты являются не прочными и разрушаются при перевозке. Эффективным способом является окатывание.
Процесс производства окатышей состоит из двух стадий: а) получения сырых (мокрых) окатышей; б) упрочнения окатышей (подсушка при 300-600 и обжиг при 1200-1350 °С).
Схема производства окатышей на современной фабрике показана на рис. 2.14
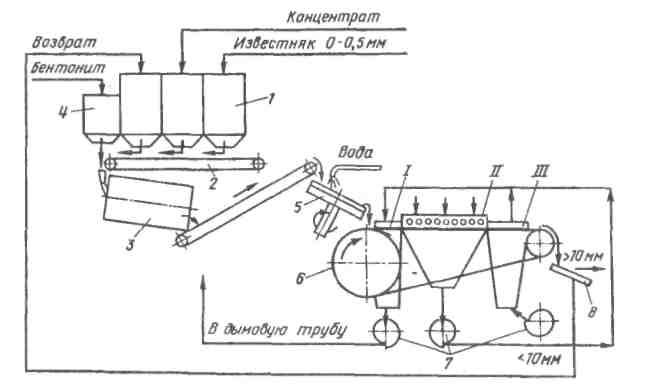
Рис. 2.14. Схема производства окатышей:
I - сушка; II - обжиг; III - охлаждение; 1 - шихтовые бункеры;
2 - сборный конвейер; 3 - смесительный барабан; 4 - бункер для бентонита; 5 - тарельчатый гранулятор; 6 - обжиговая машина;
7 - вентиляторы; 8 - грохот
Исходную шихту: возврат (некондиционные окатыши), концентрат и в случае производства офлюсованных окатышей известняк загружают в бункеры 7, откуда она при помощи дозаторов выдается на сборный транспортер 2 и поступает в смесительный барабан 3. После смешивания шихта поступает по другому транспортеру в окомкователь или так называемый гранулятор 5. Для лучшего окомкования и обеспечения необходимой прочности к шихте добавляют связующее вещество, обычно бентонит (мелкодисперсная глина) в количестве 0,5 - 1,5 % и воду в количестве 8 - 10 %. В грануляторе при круговом движении шихта при помощи связующего вещества и воды постепенно превращается в гранулы - комки. При этом из гранулятора разгружаются только комки, достигшие определенного размера (шарики диаметром 10 -20 мм). На рис. 2.15 показан тарельчатый гранулятор, являющийся одним из наиболее распространенных. Часто применяют также барабанный гранулятор, иногда конусный.

Рис. 2.15. Тарельчатый окомкователь:
1 - Контейнер уборки окатышей; 2 - чаша; 3 – контейнер шихты;
4 – скребки
Cырые окатыши после гранулятора 5 падают на обжиговую машину. Обычно применяют ленточную конвейерную машину, подобную агломерационной. Реже применяют для обжига окатышей другие агрегаты: шахтные печи, вращающиеся трубчатые печи, последовательно расположенные колосниковая решетка - вращающаяся трубчатая печь.
Верх ленты перекрыт камерами в соответствии с делением на зоны сушки, обжига и охлаждения. Зона обжига составляет около 50 % от общей площади машины. В зоне сушки окатыши подогревают до 250 - 400 °С газами, поступающими из зон обжига и охлаждения. Циркуляция газов и удаление их в дымовую трубу осуществляются вентиляторами. В зонах обжига окатыши нагреваются до 1200 - 1350°С продуктами горения газообразного или жидкого (мазута) топлива, просасываемыми через слой окатышей на колосниковой решетке машины. В зоне охлаждения окатыши охлаждаются принудительно подаваемым через колосниковую решетку воздухом. Охлажденные окатыши разгружаются на грохот. Фракцию > 5 мм отправляют на доменную плавку, а фракция 0-5 мм является возвратом. Время пребывания окатышей в зоне обжига равно 7—12 мин.
Основная цель обжига окатышей сводится к упрочнению их до такой степени, чтобы они в дальнейшем выдерживали транспортировку, перегрузки и доменную плавку без значительных разрушений. При этом в отличие от агломерации нельзя доводить процесс до перехода значительной части шихты в жидкое состояние. Если не ограничить верхний предел температуры (1320 - 1350 °С), то произойдет оплавление окатышей и сваривание их в крупные глыбы. В то же время понижение температуры обжига ниже 1200 -1250 °С приводит к понижению прочности окатышей.
Обычно окомковывают магнетитовые концентраты. Основными физико-химическими процессами при обжиге являются разложение известняка, окисление магнетита, химические взаимодействия с образованием легкоплавких фаз, упрочнение окатышей, удаление серы.
При обжиге офлюсованных окатышей идет разложение известняка СаСО3 с образованием СаО и поглощением тепла. Поскольку атмосфера в зоне обжига окислительная, при температурах 900 - 1000°С идет окисление магнетита до гематита: 2 Fе203 + 0,5О2 = З Fе2О3.
Упрочнение окатышей (спекание частиц в прочную гранулу) происходит преимущественно путем твердофазного (без участия жидкой фазы) спекания и отчасти путем жидкофазного.
По сравнению с агломератом производство окатышей характеризуется меньшим отсевом мелочи, дополнительным расходом топлива; у окатышей выше содержание железа и ниже основность, а себестоимость их производства примерно одинакова. Основным преимуществом окатышей является более высокая холодная прочность, что позволяет транспортировать их на большие расстояния; однако их горячая прочность ниже, и содержание мелочи в шахте печи при проплавке агломерата и окатышей выравнивается.
Металлизованные окатыши. В последнее время в доменном производстве опробованы металлизованные окатыши, в которых часть оксидов железа восстановлена до железа. Повышение степени металлизации окатышей на каждые 10 % обеспечивают снижение расхода кокса на 4,5 - 6 % и увеличение производительности доменной печи на 5 - 7 %. На металлизацию расходуется топлива больше, чем кокса на восстановление железа в доменной печи, но это более дешевое и менее дефицитное топливо, чем кокс (уголь, природный газ).