

Джерела нагрівання та
.pdfВ.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
На рисунку нижче наведено приблизний тепловий баланс зварювальної дуги, яка горить в повітрі між металевими електродами
Тепловий баланс зварювальної дуги при ручному дуговому зварюванні
I ЗВ = 150… 250 А, U Д = 20…25 В (досліди Рикаліна М.М.)
В Додатках наведено типові значення коефіцієнтів корисної дії та питомі енерговитрати для найбільш частих випадків зварювання різними способами листів низьковуглецевої сталі товщиною 5…10 мм.
Максимальний (найбільший можливий теоретично) коефіцієнт кори-
сної дії ηmax зварювального процесу, як і всякого теплового процесу, су-
проводжуваного виконанням роботи, відповідно до положень термодинаміки визначається за законом Карно:
|
|
ηmax = |
Q1 −Q2 |
= |
T1 −T2 |
, |
|
|
|
|
|
||||
|
|
|
Q1 |
T1 |
|||
де: Q1 |
– |
теплота, яка передається від нагрітого тіла; |
|||||
Q2 |
– |
теплота, яка в процесі виконання роботи сприймається хо- |
|||||
|
|
лодним тілом; |
|
|
|||
T1 – |
|
температура нагрітого тіла; T2 – |
температура холодного тіла. |
||||
Очевидно, що для зварювального процесу:
21

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
− нагрітим тілом слід вважати джерело зварювального нагрівання (ін-
струмент), тоді: Q1 = Eін
− холодним тілом слід вважати зварюваний метал, тоді:
Q 2 = Eшв
Відповідно, аналогічні рівності будуть справедливі і для температур:
− джерела зварювального нагрівання (інструменту): Т1 =Тін
− зварюваного металу (металу шва): Т2 =Тшв
Ці вирази підставимо до формули закону Карно, наведеної вище, і тоді максимальний (можливий теоретично) коефіцієнт корисної дії процесу
зварювання ( ηmax ) буде: |
ηmax = |
Eін − Ешв |
= |
Тін −Тшв |
|
Еін |
Тін |
||||
|
|
|
або, після перетворень і скорочень: ηmax =1− Тшв
Тін
Звідси легко бачити, що якщо розглядати зварювальний процес, як звичайну теплову машину, яка виконує корисну роботу, то найбільший, теоретично досяжний, коефіцієнт корисної дії такого процесу тим більший (тим ближче до одиниці), чим менше співвідношення температур металу шва і джерела зварювального нагрівання: Tшв  Tін . А це співвідношення, в свою чергу, зменшується зі зменшенням температури металу шва Tшв та із зрос-
Tін . А це співвідношення, в свою чергу, зменшується зі зменшенням температури металу шва Tшв та із зрос-
танням температури джерела зварювального нагрівання (інструменту) Tін .
Таким чином, можемо зробити важливий висновок: енергія джерела
зварювального нагрівання використовується тим повніше (тим ефек-
тивніше), чим вища його температура і чим нижча температура ме-
талу, який підлягає зварюванню.
Це теоретично незаперечне твердження містить у собі непримиренну суперечність: адже збільшення температури джерела зварювального нагрі-
22

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
вання приводить до зростання тепловкладення у зварюваний метал і росту його температури, а вона ж повинна бути якнайменша! Але, з іншого боку, такі суперечності якраз і є потужним джерелом всякого розвитку.
Зрозуміло, що температура металу зварного шва не може бути менша за температуру плавлення при зварюванні плавленням, або за температуру початку пластичної течії при зварюванні тисненням {для сталі це ~1000К (~700°С)}. Тому пошуки резервів підвищення ефективності зварювального процесу доводиться шукати на шляхах або збільшення температури джерела зварювального нагрівання (практично досягнуто для зварювання сти-
сненою дугою (плазма) ≈52000К), або зменшення розмірів зони нагрівання зварюваного металу (теоретична межа ≈ 10 – 16 м 2 (10 – 10 мм 2 ) , практично досягнуто 10 – 12 м 2 (10 – 6 мм 2)). Ці два шляхи на практиці доводиться поєднувати, наполегливо добиваючись зменшення площі металу, який нагрівається при зварюванні, при збільшенні температури джерела нагрівання.
Концентрація енергії та потужність зварювальних джерел нагрівання
Таким чином, з наведеного витікає наступне: джерело зварювального нагрівання повинно бути концентроване: при найменших можливих розмірах забезпечувати найбільшу можливу температуру.
Тому для характеристики зварювальних джерел тепла використовують спеціальне поняття: інтенсивність вводу теплоти.
Інтенсивність вводу теплоти характеризують два показники: а) Концентрація енергії:
−на одиницю об’єму (Дж/м3 );
−на одиницю площі (Дж/м2 );
−на одиницю довжини шва (Дж/м), в цьому випадку вона носить спеціальну назву – погонна енергія зварювання;
23

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
б) Концентрація потужності (потужність ((Дж/сек) = Вт):
−на одиницю площі (Дж/м2/сек = Вт/м2 ) – для звичайних видів зварювання;
−на одиницю об’єму (Дж/м3/сек = Вт/м3 ) – для визначення
виділення теплоти в провіднику.
Чим більша інтенсивність вводу теплоти при зварюванні тим менші будуть втрати енергії і вищим може бути коефіцієнт корисної дії джерела зварювального нагрівання.
З огляду на викладені вимоги і на необхідність досить швидкого про-
грівання значних об’ємів металу, при різних способах зварювання |
типо- |
|||
вими є такі значення потужності джерел нагрівання: |
|
|
|
|
− |
Електрошлакове зварювання………………………... |
|
≈ 20…250 |
кВт |
− |
Електродугове зварювання (ручне, механізоване)… |
≈ 1…150 |
кВт |
|
− |
Газове зварювання…………………………………… |
|
≈ 10 кВт |
|
− |
Електронно-променеве зварювання………… |
≈ 1 Вт… |
до 50 кВт |
|
Важливою характеристикою джерел тепла при зварюванні є поняття технологічної гнучкості. Під цим розуміється охват джерелом тепла широкого діапазону можливих концентрацій потужності при високому значенні коефіцієнту корисної дії.
Розглядаючи енергетичні ефекти при зварюванні необхідно враховувати також і те, що загальні витрати енергії на функціонування зварювальних установок та на забезпечення технологічних вимог можуть бути значно більшими ніж власне на виконання зварних швів. Наприклад, створення вакууму для електронно-променевого зварювання, функціонування «лампи накачки» лазера, яка споживає до 90% і більше енергії лазерної установки, і т. ін.
Типові значення концентрації енергії та мінімальних площ нагрівання
24
В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
для різних видів зварювання наведені нижче в таблиці:
|
|
|
|
|
Мінімальна |
|
Концентрація |
Джерело нагрівання |
Температура, К |
|
площа нагрі- |
|
|||
|
|
енергії, Вт/мм2 |
|||||
|
|
|
|
|
вання, мм2 |
|
|
|
|
Газове полум’я |
3000…3500 |
2,0 |
5 |
×10 2 |
|
Електрична дуга |
|
в парах рідкозе- |
4500…5000 |
1,0 |
1 |
×10 3 |
|
|
мельних металів |
|
|
|
|
|
|
|
в парах заліза |
5000…6000 |
1,0 |
1 |
×10 3 |
||
|
в повітрі |
6000…7000 |
1,0 |
1 |
×10 3 |
||
|
в азоті |
6000…8000 |
0,1 |
1 |
×10 3 |
||
|
|
в аргоні… гелії |
10000…20000 |
0,1 |
1 |
×10 4 |
|
|
|
Мікроплазма |
6000…15000 |
1 ×10 − 4 |
|
1×10 6 |
|
Електронний промінь |
- |
|
1×10 − 5 |
|
1×10 7 |
||
|
Лазерний промінь |
- |
|
1×10 − 6 |
|
1×10 8 |
|
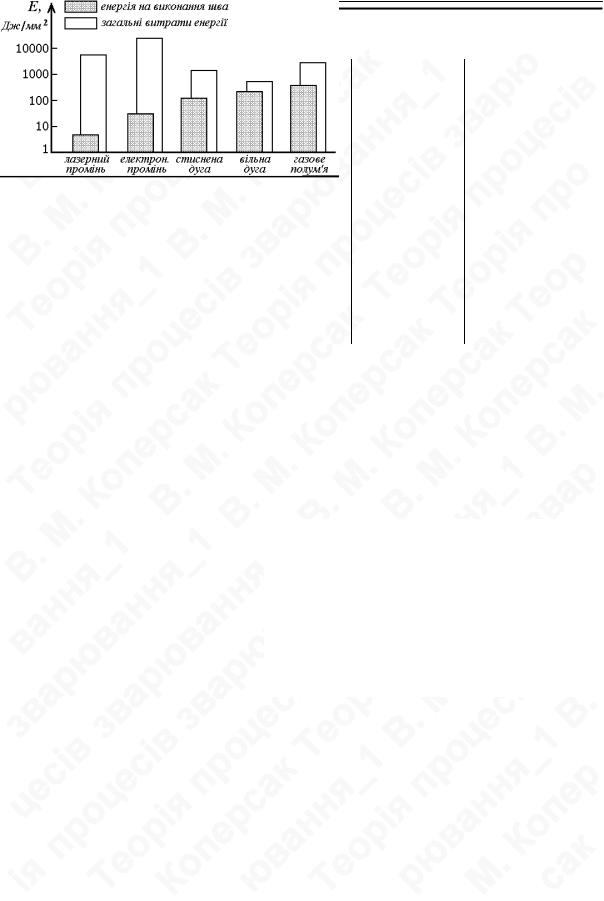
Зображена нижче діаграма ілюструє середні значення питомої енергії, віднесеної до одиниці площі перетину шва, необхідної для однопрохідного зварювання сталевих пластин однакової товщини різними методами. Тут же показані в сумірних одиницях загальні витрати енергії на виконання цього ж шва тим же методом.
Як бачимо, найкраще співвідношення мають дугові джерела зварювального нагрівання та газове полум’я, а най-
гірше − променеві джерела нагрівання, які вимагають значних енергетичних витрат на функціонування
відповідних установок (лазер, електронна гармата).
Враховуючи те, що для зварювання плавленням найбільш використовуваним джерелом тепла є електрична дуга, а інші розповсюджені джерела зварювального нагрівання: контактний опір та газове полум’я вивчаються в спеціальних дисциплінах, подальший матеріал присвячено переважно вивченню саме електричної зварювальної дуги.
25
В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
ЕЛЕКТРИЧНА ЗВАРЮВАЛЬНА ДУГА
Загальні положення
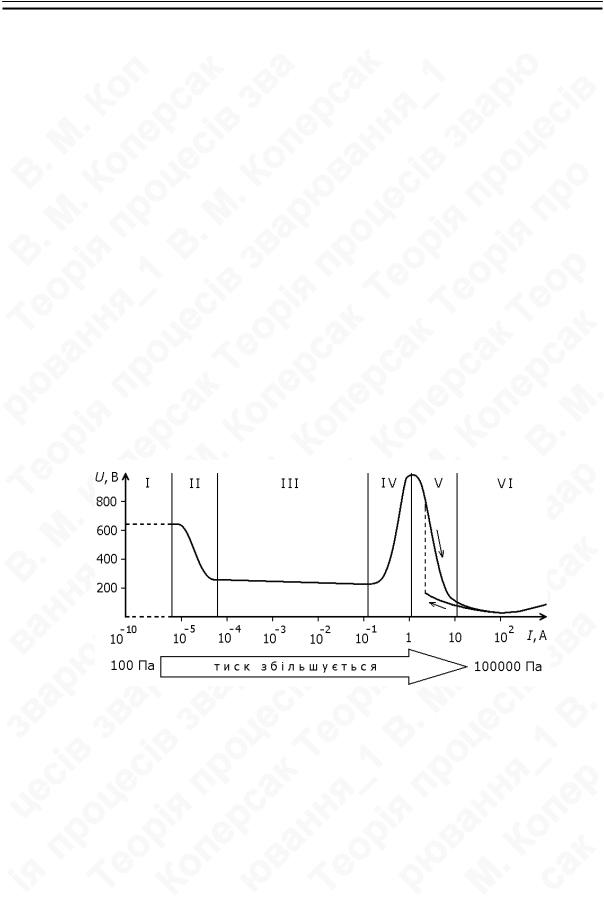
Електрична дуга – найбільш поширене джерело зварювального нагрівання для зварювання плавленням. Електрична дуга – один із видів електричного розряду в газах. Розрядом називається всякий направлений рух заряджених часток в газах. Для того, щоб розряд відбувся потрібно створити різницю потенціалів між деякими електродами і забезпечити постачання електричної енергії до цих електродів. Електродами можуть служити будьякі матеріали, але для того, щоб розряд був стійким (продовжувався тривалий час) електроди повинні бути провідниками. Позитивний електрод називають анодом, негативний – катодом. Відомо кілька типів електричних розрядів у газах, які поділяються залежно від величини струму, падіння напруги та інших характеристик (див. рис.):
U – падіння напруги на електродах, I – струм через газовий простір. Види розрядів: І – темновий; ІІ – перехідний до тліючого,
ІІІ – нормальний тліючий;
ІV – аномальний тліючий; V – перехідний до дугового; VI – дуговий.
Електрична дуга називається дугою через характерну вигнуту форму, яка виникає завдяки впливу конвекційних потоків нагрітого газу, в якому горить дуга, та від взаємодії заряджених часток дуги з магнітним полем
26

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
самої дуги. При збільшенні струму власне магнітне поле може розривати дуговий розряд.
Дуговий розряд відрізняється від інших видів електричних розрядів у
газах наступними параметрами: |
|
− висока температура |
T ≈ 4000…50 000 К; |
− значна сила струму |
I ≈ 50…10 000 А; |
− низька напруженість електричного поля |
E ≈ 10…60 В/см. |
Залежність величини падіння напруги між електродами від величини струму в електричному колі U = f (I ), як, наприклад, на рисунку вище, на-
зивається вольт-амперною характеристикою розряду (скорочено, ВАХ).
Якщо така характеристика побудована в умовах стабільного існування розряду і при постійній відстані між електродами, вона називається статична вольт-амперна характеристика.
Стан електричної зварювальної дуги прийнято визначати такими па-
раметрами: |
|
|
− |
величина струму |
I , [А]; |
− |
напруга на дузі |
U , [В]; |
− |
довжина дуги |
L Д , [м]; |
− |
густина струму |
i , [А/м2]; |
− статична вольт-амперна характеристика дуги (ВАХ):
U = f (I ) при LД = const .
Останній показник є найважливішим з параметрів дуги. Залежно від обставин існування дугового розряду ВАХ може бути спадаючою, пологоспадаючою, жорсткою та зростаючою.
Розрізняють дугу вільну, (таку, що вільно розширяється) і стиснену. Вільною, або такою, що вільно розширяється, називають дугу, попе-
речний розмір, якої не обмежений у жодному своєму перетині, в тому чис-
27
В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
лі й діаметром електродів. Вільна дуга є в значній мірі саморегульована система, вона являє собою нелінійний провідник і не відповідає Закону Ома.
Стисненою називають дугу, поперечний розмір, якої обмежений хоча б в одному зі своїх перетинів. Стиснена дуга за своїми електричними властивостями наближається до звичайних провідників і (у певних межах) підкоряється Закону Ома.
БУДОВА ЕЛЕКТРИЧНОЇ ДУГИ
Розподіл падіння напруги в дузі
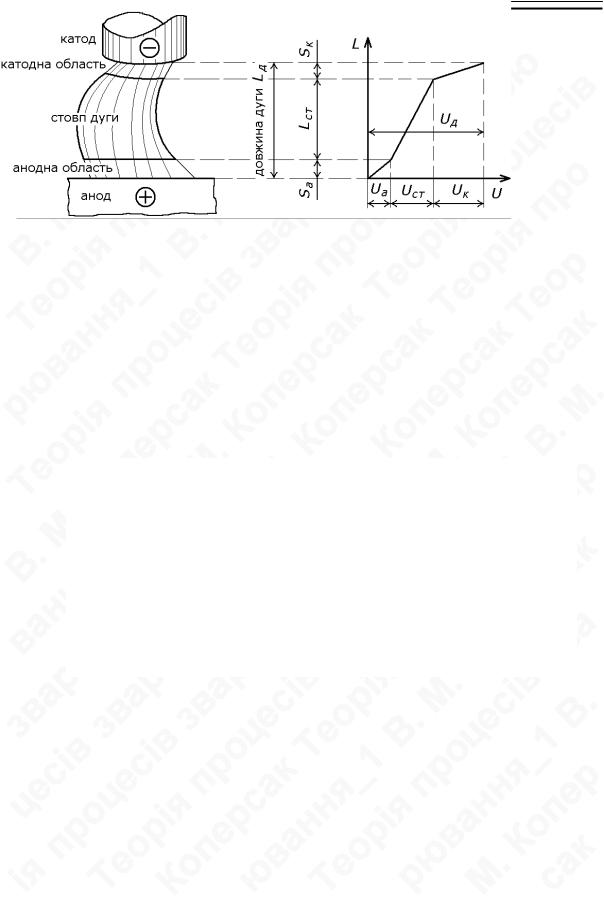
В міжелектродному просторі дуги спостерігається дуже нерівномірний по довжині розподіл електричного поля (стрибки потенціалу в приелектродних областях) і, відповідно, нерівномірне падіння напруги по довжині дуги (див. рис. нижче):
Відповідно до розподілу напруги розрізняють і три області в дуговому розряді: катодну, анодну і стовп дуги.
Стовп дуги займає практично всю довжину дуги, за винятком дуже малих за розмірами приелектродних областей. Приелектродні області вирізняються насамперед значними величинами напруженості електричного поля: E = U  I , яка може сягати мільйонів вольт на сантиметр.
I , яка може сягати мільйонів вольт на сантиметр.
Катодною областю називають поверхню катода та прилягаючий до неї
28

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
простір, довжина якого відповідає пробігу електрона від поверхні катода до першого зіткнення з нейтральним атомом стовпа дуги.
Анодною областю називають поверхню анода та прилягаючий до неї простір, довжина якого відповідає пробігу електрона від останнього зіткнення з атомом стовпа дуги до поверхні анода.
Стовпом дуги називають простір між приелектродними областями, заповнений електрично нейтральним іонізованим газом.
Відповідно до цього поділу розрізняють: |
|
- катодне падіння напруги |
(U К ); |
- анодне падіння напруги |
(U А); |
- падіння напруги стовпа дуги |
(UСТ ). |
З огляду на малу довжину катодної та анодної областей
(10−5...10−4 см), падіння напруги стовпа дуги часто подають як функцію повної довжини дуги ( LД ) і напруженості електричного поля в стовпі дуги
( EСТ ): |
UСТ = EСТ × LД . |
Загальне падіння напруги на дузі прийнято подавати як суму трьох |
|
складових по областям дуги: |
U Д = U К +U А + UСТ . |
Наприклад, для ручного дугового зварювання сталевим покритим електродом (дуга горить у повітрі, насиченому парами заліза) характерні такі значення: катодне падіння напруги: U К » 14 В;
анодне падіння напруги: U А » 2,5 В;
напруженість електричного поля в стовпі дуги: EСТ » 25 В/см.
При цьому напруженість електричного поля в катодній області буде:
EК =U К  Sк = 14 В / 10−5 см = 1,4×106 В/см;
Sк = 14 В / 10−5 см = 1,4×106 В/см;
напруженість електричного поля в анодній області буде:
EА =U А Sа = 2,5 В / 10−4 см = 2,5×10 4 В/см.
Sа = 2,5 В / 10−4 см = 2,5×10 4 В/см.
29

В.М. Коперсак Теорія процесів зварювання-1. Джерела зварювального нагрівання та теплові процеси при зварюванні
Загальна характеристика фізичних процесів у дузі
Різні, надто відмінні між собою, фізичні процеси протікають у різних областях дуги, що й спричинило такий поділ її на окремі області.
В загальному й спрощеному вигляді їх можна описати таким чином: Вільні електрони, які є в металах при високій температурі катода, по-
кидають його під дією електричного поля. Електричним полем катодної області електрони розганяються і, стикаючись з атомами стовпа дуги, іонізують їх. При високій температурі атоми стовпа можуть іонізуватися й іншими шляхами: зіткненням, фотоіонізацією. Докладніше про це буде повідано в наступних розділах.
Електрони, які утворюються при іонізації, будучи зарядженими негативно, пересуваються у стовпі дуги під дією електричного поля (це явище називається спеціальним терміном − дрейф) в напрямку від катода (−) до анода (+). Наблизившись до анода, електрони, під дією місцевого електричного поля анодної області, попадають в нього. Іони, маючи позитивний заряд, рухаються (дрейфують) в протилежну сторону, бомбардуючи катод.
В загальному вигляді вольт-амперна характеристика дуги має форму, наведену тут на рисунку.
Загальний вигляд вольт-амперної характеристики електричної дуги
Відповідно до різних кутів нахилу розрізняють три ділянки вольтамперної характеристики:
І – круто-спадаюча; ІІ – полого-спадаюча; ІІІ – зростаюча. Пунктирна лінія на ділянці ІІІ показує, якою могла б бути вольт-
30