Кількість теплоти, передану випромінювальним тілом полімерному листу, визначають за формулою
qS = σεFT 4.
Температура випромінювального тіла під час інфрачервоного нагрівання Т = 370…420 К, ступінь чорноти полімерного листа ε = 0,8…0,9.
Тепловий потік qS можна визначити за кількістю теплоти, яку сприймає пластина:
qS = m(iп′′ −iп′ ) ,
де т — маса пластини; iп′ , iп′′— початкова і кінцева ентальпія матеріалу.
Якщо нагрівання листа одностороннє, у рівнянні (10.94) замість δ треба підставляти 2δ.
10.12.2. Термічне зварювання
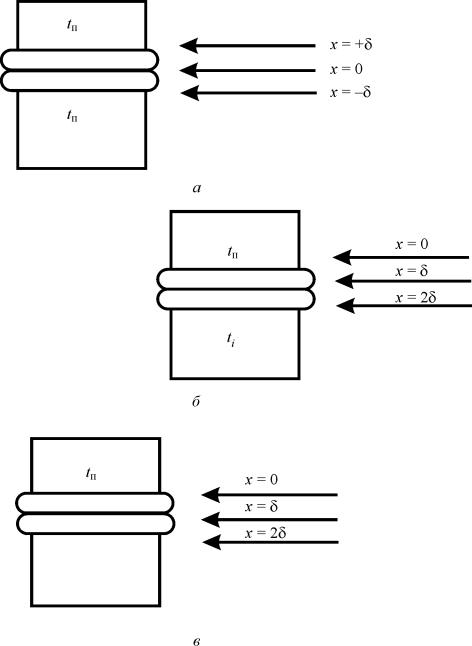
Щоб розрахувати розподіл температур у листах чи плівках у процесі зварювання, використовують закономірності нестаціонарної теплопровідності. При цьому передбачають, що температуропровідність матеріалу постійна та дорівнює середньоінтегральному значенню в інтервалі температур зварювання. Крім того, не враховують опору теплопередачі від плит преса до плівки, яку зварюють. Початкову температуру плівки чи інших деталей вважають постійною в усіх точках та позначають tп.
Розгляньмо три різні варіанти теплопередачі, зображені на рис. 10.12 (а — нижня плита преса нагріта, б — нижня плита охолоджується, в — температура нижньої плити не змінюється).
Для варіантів а та б у верхній плиті преса температура tп постійна, для а нижня плита також має температуру tп. У варіанті б температура нижньої плити дорівнює tі — початковій температурі матеріалу, який зварюють. Поверхня нижньої плівки під час усього процесу буде нерозплавленою. У варіанті в нижню плиту преса замінюють гумовою прокладкою, температура якої не змінюється. Будемо вважати, що температуропровідність гумової прокладки та матеріалу, який зварюють, однакові, тобто плівка та прокладка утворюють єдине однорідне середовище.
Суть задачі полягає в тому, щоб в перевірному розрахунку визначити температурне поле у зварюваних деталях чи в проектному розрахунку — час прогрівання зварюваних виробів.
Для розв’язання загальної задачі, характерної для всіх трьох наведених схем, використовують диференціальне рівняння нестаціонарної теплопровідності (10.92):
dt = a d 2t . dτ dx2