

8.2. Гибкие автоматизированные участки
В настоящее время наибольшее распространение получили ГАУ, обрабатывающие отдельно корпусные детали и отдельно тела вращения.
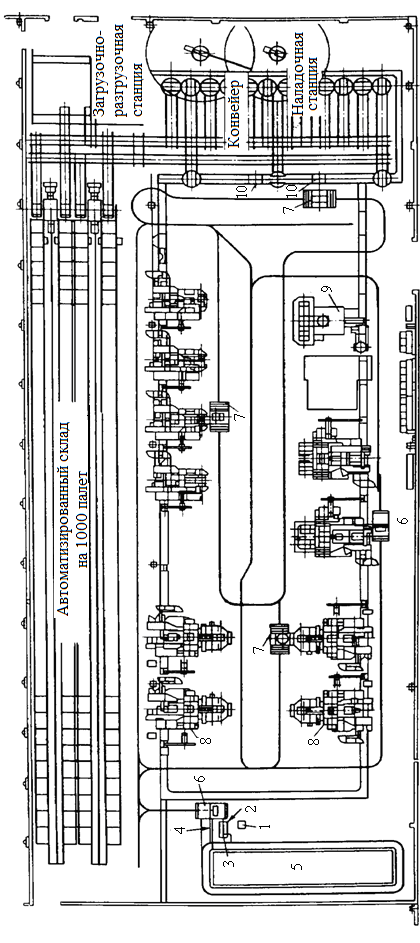
На рис 15.7 приведена структурно-компоновочная схема ГАУ для обработки корпусных деталей. Компоновке такого участка характерна разветвленная трасса транспортной системы, позволяющая создать более компактные планировки мощными складами спутников и инструмента. В таком ГАУ автоматизированный склад используют для хранения заготовок, зажимных приспособлений и обработанных деталей незавершенного производства. Передача материалов на склад и со склада на конвейер наладочной станции выполняется автоматизированным краном-штабелером. Конвейер соединяет склад с шестью наладочными станциями, на которых шесть операторов загружают палеты с заготовками в зажимные приспособления для обработки на ГПМ. Наладочные станции имеют дисплеи, на которых высвечивается графическое изображение зажимного приспособления и поэтапная процедура наладки. Установленные в зажимные приспособления заготовки возвращаются на склад, где система управления присваивает им кодовый номер.
Это позволяет затем использовать заготовки во вторую и третью смену в режиме безлюдной технологии.
По вызову спутника с заготовками транспортируется со склада с помощью конвейера на одну из двух загрузочных позиций. В этих позициях выполняется установка палет на автоматизированную тележку, которая перемещается к ГПМ. ГАУ обслуживают три тележки с индуктивным управлением.
Все десять ГПМ оснащены сменяемыми инструментальными магазинами. Система управления инструментом обеспечивает возможность перемещения дисков с комплектом инструментов со склада к любому из ГПМ. Устройство выбора закодированного инструмента забирает его со склада и передает в буферный накопитель (сменный диск на пять комплектов по три инструмента в каждом).
|
|
Рис. 15.7 Компоновка ГПС для обработки корпусных деталей станков: 1 – устройство для предварительной настройки инструментов; 2 – накопитель инструментов; 3 – устройство автоматической смены инструментов; 4 – накопитель ком-плектов инструментов; 5 – склад инструментов; 6 – автоматизированная тележка для транспортирования комплекта инстру-ментов; 7 – автоматизированная тележка для транспортирования деталей (скорость 60…150 м/мин); 8 – ГПМ; 9 – станция очистки; 10 – установка выдачи палет на автоматизированную тележку
|
После комплектования инструментов в буферном накопителе эти комплекты передаются в инструментальный магазин ГПМ на автоматизированных тележках. Для транспортирования инструментов в системе используются две автоматизированные тележки. Эти тележки обслуживают ГПМ с тыльной стороны, тогда как заготовки подаются на станок с передней стороны.
Каждый ГПМ оснащен устройством для автоматической смены комплектов инструментов, которое заменяет комплект с затупившимся инструментом на новый, транспортируемый автоматизированной тележкой.
Затупившиеся или сломанные инструменты транспортируются в накопительную зону инструментального склада, но не на склад. Во время работы в режиме безлюдной технологии в этой зоне скапливаются все затупившиеся и сломанные инструменты, снятые с ГПМ. Соответствующее обслуживание, ремонт, затачивание и настройка инструментов осуществляется оператором в зоне предварительной настройки инструментов. Оператор-инструментальщик затачивает затупившиеся инструменты, вводит в систему новые и устраняет сломанные. Устройство для предварительной настройки инструментов соединено с системой управления для ввода коррекции длины и диаметра инструментов. Датчик идентифицирует инструмент по штриховому коду, нанесенному на хвостовик, проверяя, относится ли информация о коррекции длины и радиуса к данному инструменту.