

7. Гибкие производственные модули (гпм)
7.1. Особенности компоновки гпм
Гибкий производственный модуль (ГПМ) – это единица технологического оборудования, оснащенная устройствами для автоматической смены инструмента и заготовок, удаления отходов, контроля и подналадки технологического процесса, осуществляющая весь цикл работы, связанной с обработкой деталей.
В состав ГПМ включаются многооперационные станки, которые должны обеспечивать: автоматический зажим и отрекпление детали на станке; точное и надежное базирование детали в установочном приспособлении станка; удаление отходов от детали в процессе резания и из зоны обработки; автоматизацию контроля и отдельных параметров детали и контроля состояния инструмента в цикле обработки.
В ГПМ для транспортировки деталей применяются портальные и напольные промышленные роботы.
На рис. 14.1. приведен общий вид ГПМ для обработки фланцеобразных заготовок. ГПМ создан на базе двухшпиндельного токарного автомата МСЦ 12 с ЧПУ. Станок имеет две восьмипозиционные револьверные головки 15, позволяющие одновременно обрабатывать детали с двух сторон. Если требуется только односторонняя обработка, то на станке можно одновременно обрабатывать две детали.
Модуль имеет специальное лазерное устройство 2 для автоматизированного клеймения деталей (нанесения любых графических знаков). Детали для нанесения надписей устанавливают в позиции 11 (позиция запаса изделий).
Портальный манипулятор 1 с двумя зажимными устройствами обеспечивает установку заготовок в патроны и съем изготовленных деталей. Между зажимными устройствами имеется поворотное устройство, которое во время перемещения заготовки от первого шпинделя ко второму поворачивает ее на 180°.
Портальная тележка 5 снабжена двумя манипуляторами. Один из них 4 обладает двумя схватами и служит для автоматической замены инструмента в револьверных головках. Требуемый инструмент берется из гнезд накопителя (палеты) 9 с 32 местами.
После замены инструмента на станке изношенный инструмент укладывается в освободившееся гнездо палеты. Другой манипулятор 6 принимает детали из позиции 11 (после того как они прошли клеймение лазерным лучом) и транспортируют их в палету готовых изделий 8 или забирает заготовки из палеты. В системе имеется специальный штабелер 10 с СЧПУ, который перемещает в требуемые положения палеты с заготовками, инструментом и готовыми деталями, забирая их из зоны предварительной подготовки 3 и 7.
|
|
Рис. 14.1. Гибкий производственный модуль для обработки шестерен и фланцеобразных заготовок |
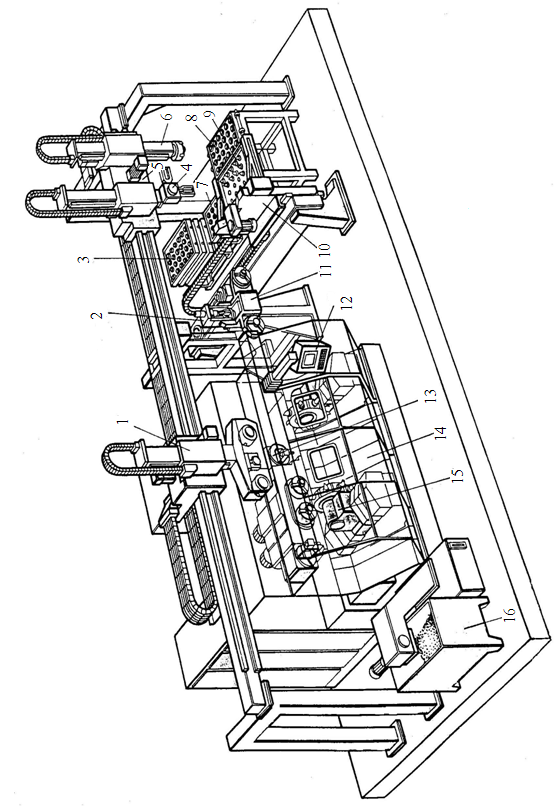
В процессе работы станка с помощью измерительного устройства 13 проверяется степень изнашивания режущего инструмента по осям X и Z. Для этого каждый инструмент периодически подводится к измерительному щупу, защищенному от стружки и СОЖ. Данные контроля являются основанием для подачи команд на смену затупившегося инструмента. Образующаяся при обработке деталей стружка транспортируется в стружкоприемник 16. Все управление модулем осуществляется с пульта 12 УЧПУ. Повышение производительности и гибкости ГПМ в значительной степени зависит от технического уровня применяемых приспособлений.
Система приспособлений представляет собой совокупность устройств, обеспечивающих ориентацию, базирование, установку и закрепление заготовки на рабочей позиции технологического оборудования с целью выполнения операции обработки в соответствии с технологическим процессом.
При закреплении заготовок в ГПМ применяют бесспутниковый способ базирования и базирование на спутнике. Бесспутниковый способ используют при базировании деталей типа тел вращения и других деталей симметричной формы, а базирование на спутнике – при закреплении сложных корпусных и плоских деталей.
На станках, входящих в состав ГПМ токарной группы, для установки и закрепления широкой номенклатуры деталей типа тел вращения наиболее распространенными элементами системы приспособлений являются: трехкулачковые самоцентрирующиеся патроны, позволяющие осуществить прутковую, патронную и центровую обработку; устройства механизированного привода патронов, позволяющие автоматизировать зажим и разжим изделий; поводковые патроны, передающие в процессе центровой обработки крутящий момент на обрабатываемое изделие; вращающиеся станочные центры, необходимые для закрепления и центрирования деталей в задней бабке станка.
Г
При обработке валов с использованием центра задней бабки механизм 4 смены кулачков перемещается при помощи робота 3 по направляющим портала 2, а магазин-накопитель 1 комплекта сменных кулачков устанавливают на передней бабке. Время замены кулачков с использованием автоматического устройства 4 не превышает 1…2 с.
На рис. 14.3 приведен ГПМ фирмы «Werner» в котором заготовки крепятся на спутнике и подаются периодически в зону обработки.
Вертикальный стол 1 станка, несущий спутник 2 с четырьмя заготовками, перемещается по координатам X, Y и Z. За счет этого сложный и громоздкий узел 3, включающий четыре шпиндельные группы, магазин инструментов, средства подзарядки магазина инструментами и механизм продольной коррекции каждого из шпинделей выполнены стационарными. Загрузка спутника на вертикальный стол станка выполняется двухпозиционным кантователем 4.
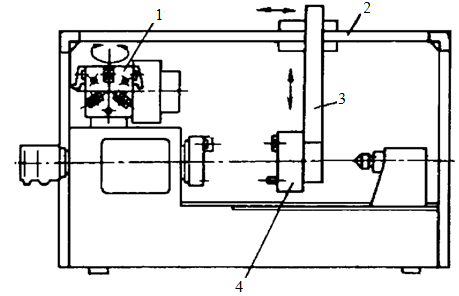
Рис. 14.2. Замена кулачков патрона
на токарном станке с ЧПУ
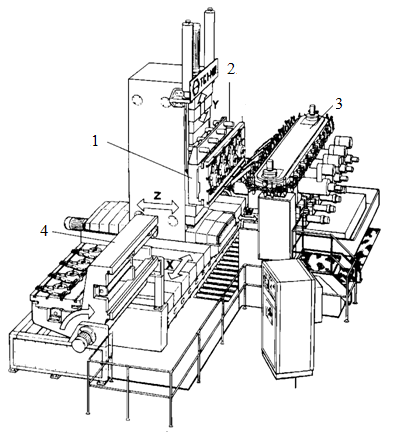
Рис. 14.3. Многооперационный четырехшпиндельный ГПМ фирмы «Werner»