

8.1. Гибкие автоматические линии
Гибкие автоматические линии (ГАЛ) в отличие от традиционной автоматической линии АЛ может переналаживаться на обработку новой детали, а также может перестраиваться на выпуск заранее неизвестных деталей, близких по технологии обработки ранее изготавливаемым деталям. За основу выбора структурно-компоновочных схем ГАЛ принимается групповой технологический процесс обработки.
В состав ГАЛ входят различные агрегатные АС и специальные СС станки, объединенные автоматизированной системой управления. Необходимо, чтобы на ГАЛ выполнялось максимум технологических операций для полной обработки детали. Комплексные ГАЛ подразделяют по виду изготавливаемых деталей на линии для производства валов, колец, зубчатых колес, корпусных деталей и т.д.
В качестве примера на рис. 15.4 приведена схема ГАЛ.
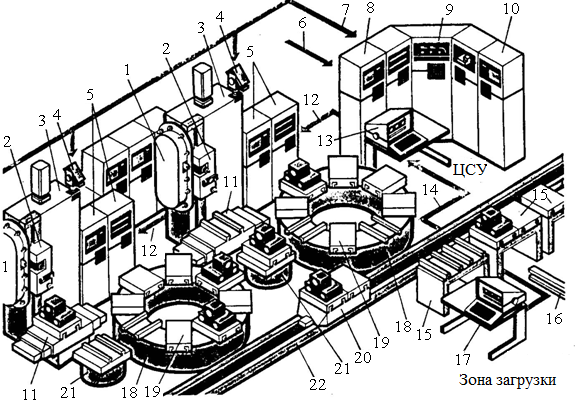
Рис. 15.4. Гибкая автоматическая линия на базе модулей
со столами-накопителями
Эта же система служит зоной промежуточного складирования обработанных деталей, которые на столах-спутниках доставляются сюда от станочных круговых накопителей тележкой 20. Далее изготовленные детали из зоны промежуточного складирования тележками 16 доставляются в главную складскую систему. Тележки 16 при необходимости подаются к станкам из складской системы, при этом подаются и столы-спутники с палетами режущего инструмента. Доставленные к станкам, они позволяют автоматически заменять режущий инструмент в магазинах станков.
Весь рассмотренный комплекс управляется от центральной системы управления (ЦСУ), состоящей из программируемого контроллера 8 с дисплеем 13, символьного контрольного дисплейного устройства 9 и монитора 10. Программируемый контроллер 8 решает общие вопросы программирования работы всего комплекса, ведет сбор и анализ информации о работе всех систем, хранит необходимые подпрограммы, обеспечивает сопряжение отдельных управляющих систем комплекса и координирует их работу, передает данные на ЭВМ высшего уровня, имеющие поворотные столы-накопители, объединенные в единую линию транспортной системы и системы управления.
Многоцелевой станок 3 с магазином инструментов 1 и устройством его замены 2 управляется УЧПУ, смонтированным в шкафах 5. УЧПУ состоит из программируемого контроллера и дисплейного блока. Заготовка на стол 11 станка подается закрепленной на столе–спутнике 19 и обрабатывается на нем. Рядом со станком размещен восьмипозиционный круговой накопитель 18, на позициях которого находятся столы-спутники с деталями. Стол-спутник с деталью передается от накопителя на стол станка 11 с помощью погрузочно-разгрузочного поворотного стола 21, который сначала разворачивается в сторону накопителя и принимает стол-спутник. Далее стол поворачивается направляющими в сторону стола 11 и подает стол-спутник на позицию обработки. После обработки детали погрузочно-разгрузочный стол возвращает стол-спутник на накопитель.
Для обеспечения накопителей столами-спутниками (с заготовками), передачи этих столов от накопителя одного станка к накопителю другого, приема столов-спутников с обработанными деталями и транспортирования их в зону загрузки служит двухпозиционная автоматическая транспортная тележка 20. Перемещаясь вдоль направляющих 22, тележка подходит к накопителю и передает (принимает) стол со спутником. За один проход тележка может загрузить две позиции накопителей заготовками и принять две обработанные детали или передать две заготовки с одного накопителя на другой.
Обработка начинается с зоны загрузки. Сюда из главной складской системы тележки 16 подают заготовки, закрепленные (в зоне склада) на столах-спутниках. Исходная накопительная система 15 позволяет создать запас заготовок.
Широкое распространение получили ГАЛ, создаваемые на базе агрегатных станков со сменными шпиндельными коробками для обработки корпусных деталей, со следующим узлами (рис. 15.5):
– силовой стол 7, который имеет угольник, оснащенный приводами подачи и вращения, и механизм 1 фиксации и зажима шпиндельных коробок 6;
– транспортная система, предназначенная для перемещения шпин-дельных коробок 6 по замкнутой прямоугольной траектории и установки их на угольник силового стола, включающая: секции 3 (с приводными роликами); поворотные столы 5 (с приводными роликами), устанавливаемые в местах изменения направления движения шпиндельных коробок; кантователи 2 и 8, служащие для поворота шпиндельных коробок 6 вокруг горизонтальной оси перед их установкой в рабочую позицию и после снятия с нее; перегружатель, перемещающий шпиндельные коробки из кантователя в рабочую позицию и обратно;
– устройство 4 складирования шпиндельных коробок, которое состоит из секций (с приводными роликами) и транспортной тележки, доставляющей шпиндельные коробки со склада на транспортную систему (и обратно);
– поворотный делительный стол 9, на который устанавливается обрабатываемая деталь 10. Поворотный стол имеет три позиции: обработки, загрузки и выгрузки детали;
– устройство для уборки стружки.
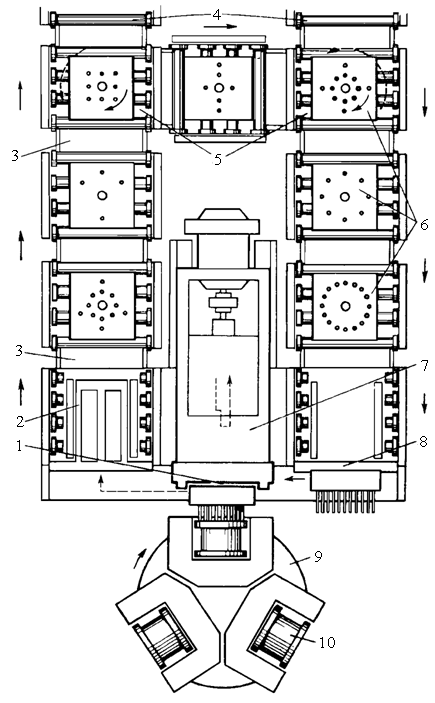
Рис. 15.5. Компоновочная схема агрегатного станка
со сменными шпиндельными коробками
Пример компоновки ГАЛ со сменными шпиндельными коробками приведен на рис. 15.6.
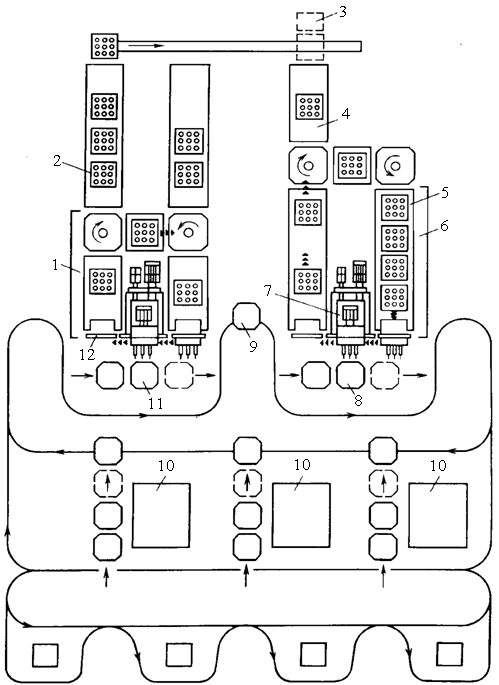
Рис. 15.6. Компоновка ГАЛ со сменными шпиндельными коробками
В состав такой линии входят: два комплекта унифицированных узлов 1 и 6 для механообработки, две автоматически действующие секции конвейеров шпиндельных коробок 2 и 4, стеллаж 3 для складирования не используемых в заданном цикле работы шпиндельных коробок, три позиции 10 установки заготовок на зажимные приспособления-спутники, транспортная система автоматической подачи деталей со спутниками на рабочие позиции 11 и 8 (позиция 9 для промежуточного контроля деталей). Комплекты унифицированных узлов имеют силовой стол с редуктором 7 для крепления сменных шпиндельных коробок 5, устройство подачи к силовому столу шпиндельных коробок 12, набор секций конвейеров и поворотных столов.
На линии используется до 28 многошпиндельных коробок, которые на спутниках транспортируются в нужный период цикла обработки к силовому узлу, где поочередно автоматически закрепляются. При переналадке новый комплект коробок загружается на конвейер со склада. При необходимости могут быть изготовлены новые шпиндельные коробки и осуществлено перепрограммирование системы управления.