

8. Гибкие производственные системы
(ГПС)
Гибкие производственные системы (ГПС) – это совокупность робо-тизированных технологических комплексов (РТК), гибких производ-ственных модулей (ГПМ), отдельных единиц технологического оборудо-вания и систем обеспечения их работу в автоматическом режиме в течение заданного интервала времени, обладающая свойством автоматизированной переналадки при смене объекта обработки.
В систему обеспечения работы технологического оборудования ГПС входят:
– автоматизированная транспортная и транспортно-складская система (АТСС), состоящая из взаимосвязанных автоматизированных транспортных и складских устройств, предназначенных для укладки, хранения, временного накопления, разгрузки и доставки предметов труда и технологической оснастки;
– автоматизированная система инструментального обеспечения (АСИО), включающая участки подготовки инструмента, его транспортирования, накопления, устройства смены и контроля качества инструмента, обеспечивающая его подготовку, хранение, автоматическую установку и замену;
– система автоматизированного контроля (САК);
– автоматизированная система удаления отходов (АСУО);
– автоматизированная система управления ГПС (АСУ ГПС) и т.д.
Структура ГПС (рис. 15.1) строится по принципу повышения уровня организации производства: гибкий производственный модуль (ГПМ); гибкая автоматизированная линия (ГАЛ) или гибкий автоматизированный участок (ГАУ); гибкий автоматизированный цех (ГАЦ); гибкий автоматизированный завод (ГАЗ).
Каждый более высокий уровень ГПС имеет в своем составе два или более элементов нижнего уровня. Такой принцип построения позволяет разрабатывать проекты ГПС для самого высокого уровня и реализовывать их с учетом специфики конкретного предприятия. Отличие ГАЛ от традиционных автоматических линий заключается в том, что на ГАЛ можно обрабатывать детали широкой номенклатуры. Особенностью компоновки ГАЛ является расположение технологического оборудования (станков с ЧПУ, гибких производственных модулей) в принятой последовательности технологических операций. В ГАЛ транспортные системы перемещают обрабатываемые изделия только по заранее определенным маршрутам.
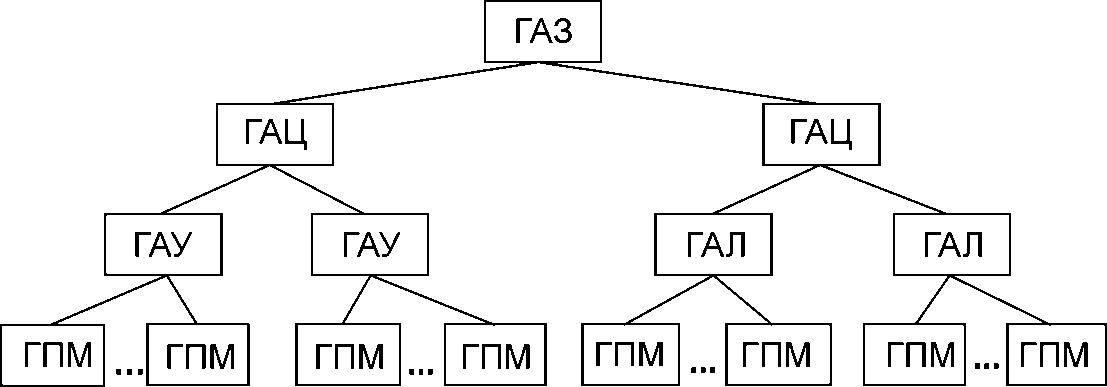
Рис. 15.1. Организационная структура ГПС
Гибкий автоматизированный участок (ГАУ) в отличие от ГАЛ позволяет изменять последовательность технологических операций. Благодаря этому достигается максимальная загрузка оборудования. В состав ГАУ и ГАЛ могут входить роботизированные технологические комплексы (РТК), включающие технологическое оборудование, промышленный робот и дополнительные средства оснащения, например магазин заготовок и инструментальные магазины.
В состав гибкого автоматизированного цеха (ГАЦ) могут входить ГАЛ, ГАУ, роботизированные технологические линии, а также отдельное технологическое и вспомогательное оборудование.
На рис. 15.2 показана структурно-компоновочная схема ГПС, где выделены ее основные составляющие.
Под структурной схемой ГПС следует понимать расположение ее составляющих, обеспечивающих наиболее рациональную работу.
Структурная схема ГПС определяется типом обрабатываемых деталей, технологическим процессом их изготовления. Например, корпусные детали обрабатываются обычно в приспособлениях-спутниках, а тела вращения нет; длительность обработки корпусных деталей существенно больше, чем тел вращения, поэтому различны внутриучастковые запасы заготовок и устройства для их хранения и т.д.
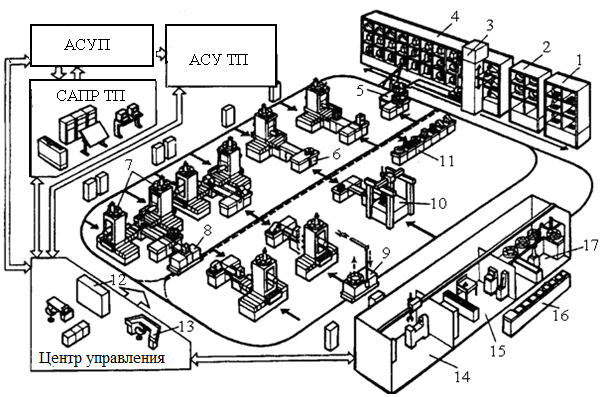 Рис.
15.2. Структурно-компоновочная схема ГПС
механообработки:
Рис.
15.2. Структурно-компоновочная схема ГПС
механообработки:
1 – приспособления-спутники; 2 – инструментальные магазины; 3 – робот-штабелер; 4 – заготовки и детали; 5 – монтажный стол; 6 – накопители с автома-тической загрузкой; 7 – обрабатывающее оборудование; 8, 9 – самоходные транспортные тележки-робокары; 10 – измерительная машина; 11 – пункт опе-ративного накопления; 12 – ЭВМ; 13 – пульт оператора; 14 – отделение заточки инструмента; 15 – отделение комплектации и настройки инструмента; 16 – отде-ление сборки приспособлений-спутников; 17 – отделение комплектации магазинов
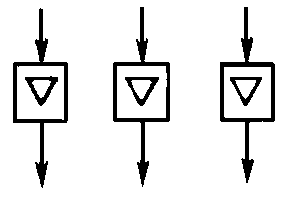
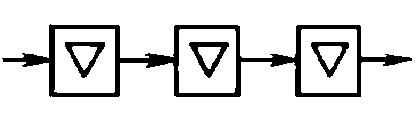
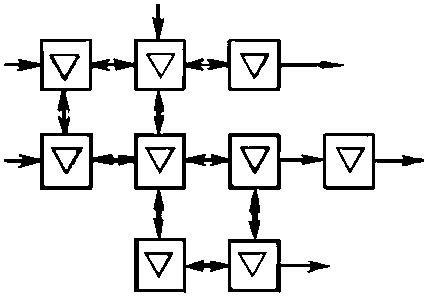
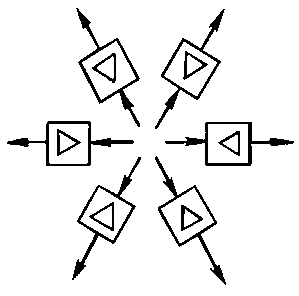
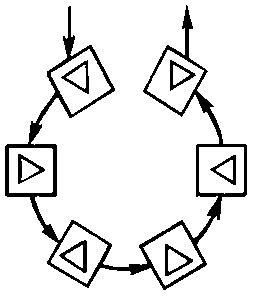
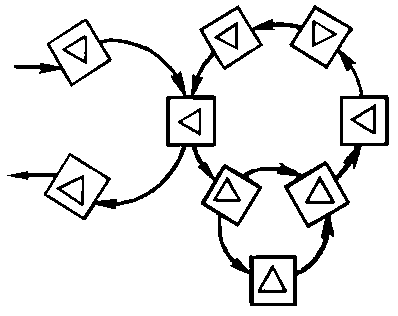
В зависимости от схемы расположения оборудования в ГПС перемещение заготовок и других компонентов материального потока может быть организовано по жесткому маршруту, что характерно для ГАЛ (схемы рис. 15.3, а, б, г), или по изменяемому (гибкому) маршруту (в ГАУ). При комбинированном потоке на отдельных участках ГПС маршрут может не изменяться, а на других может быть изменен.
|
|
|
|
|
а) |
б) |
в) |
|
|
|
|
|
г) |
д) |
е) |
|
Рис. 15.3. Типовые компоновочные схемы расположения оборудования ГПС: разомкнутая: а – параллельная; б – линейная однорядная; в – ли-нейная многорядная (сетевая); замкнутая: г – звездообразная; д – круго-вая; е – роторная | ||
Выбор маршрута перемещения заготовки зависит от того, последовательно она обрабатывается или с возвратом на склад после выполнения операции, что обусловливает прямую или косвенную (через склад) связь оборудования между собой. При прямой связи оборудования детали с помощью перемещающихся средств и подающих устройств транспортируются непосредственно со склада к оборудованию. После обработки на одном станке деталь подается к другому, минуя склад (крупносерийное производство).