

Резьбофрезерный полуавтомат модели 5м-5б62
Общие сведения о станке
Полуавтомат модели 5М-5Б62 предназначен для нарезания коротких наружных и внутренних резьб гребенчатыми фрезами. Длина фрезы должна быть равна или больше длины нарезаемой резьбы.
Станок состоит из следующих основных узлов (рис. 13): станины 1, передней бабки 6, шпинделя изделия 7, шпинделя фрезы 8, фрезерной головки 9, каретки фрезерной головки 12, задней бабки 14, устройства установки и закрепления каретки 18, пульта управления 20 и электрооборудования.
Станина
служит для соединения между собой всех
остальных частей станка. На верхней
части станины имеются направляющие для
каретки 12 и задней бабки 14. На передней
стенке станины помещены дверце 2 для
замены винтового копира 4 и дверца с
пультом управления 20. На левой стороне
станины размещаются зубчатые колеса,
передающие вращение копиру,
распределительному диску
![]() (рис. 16) и кулачку 25. Эти зубчатые колеса
и распределительный диск закрыты кожухом
3 (рис. 13).
(рис. 16) и кулачку 25. Эти зубчатые колеса
и распределительный диск закрыты кожухом
3 (рис. 13).
Передняя бабка жестко скреплена со станиной болтами. На левой стороне передней бабки закреплены электродвигатели подач и холостых ходов. Внутри передней бабки помещается механизм круговых подач, шпиндель изделия 7 и механизм реверсов, переключаемых рукояткой 5
Каретка служит для продольных перемещений фрезерной головки 9 и закрепляется на тяге ΧΙΙ (рис. 16) путем затяжки двух шестигранных головок 38 и затяжки клина 39 вращением квадрата 40. На поверхности каретки имеются поперечные направляющие для движения фрезерной головки 9.
Узел фрезерной головки включает в себя электродвигатель, механизм вращения шпинделя фрезы 8, кнопочную станцию 11 и маховичек 10. Фрезерная головка при отпущенной рукоятке 13 может перемещаться в поперечном направлении вращением маховичка, около которого расположен лимб.
Задняя бабка служит для поддержки упорным центром фрезеруемого изделия. Пиноль задней бабки подводится и отводится маховичком 17 и зажимается двумя рукоятками 15. Рукояткой 16 задняя бабка закрепляется на нужном месте направляющих станины.
|
|
Рис. 13. Общий вид полуавтомата модели 5М-5Б62 |

Переключателями 19, 21, 22, 23 и 24, установленными на пульте 20, осуществляется управление станком.
Цикл обработки изделия выполняется автоматически в определенной последовательности:
– быстрое продольное движение каретки 12 влево по направлению к изделию;
– медленная продольная подача каретки на шаг резьбы;
– одновременно медленное поперечное движение фрезерной головки 9 для врезания фрезы в изделие на нужную глубину резьбы;
– нарезание фрезы одновременно по всей длине гребенчатой фрезой;
– медленный отвод фрезы от изделия;
– быстрый отвод каретки вправо в исходное положение;
– выключение быстрого отвода каретки вправо при отведенном от изделия положения фрезы.
Во
время автоматической работы станок
управляется распределительным диском
![]() и двумя кулачками 21 и 25 (рис. 16). За один
оборот распределительного диска при
помощи трех путевых переключателей
КВ1, КВ2 и КВ3 в нужной последовательности
включаются и выключаются три
электродвигателя станка и таким образом
осуществляются все указанные виды
движения.
и двумя кулачками 21 и 25 (рис. 16). За один
оборот распределительного диска при
помощи трех путевых переключателей
КВ1, КВ2 и КВ3 в нужной последовательности
включаются и выключаются три
электродвигателя станка и таким образом
осуществляются все указанные виды
движения.
Анализ кинематической структуры станка
Винтовая поверхность нарезаемой резьбы очерчена по профилю профилем нарезаемой резьбы, а по длине – винтовой линией, т.е. профиль резьбы 1 и винтовая линия 2 являются геометрическими производящими линиями образуемой поверхности (рис. 14).
|
|
Рис. 14. Образуемая винтовая поверхность
|

Формы
и размеры производящего контура
гребенчатой резьбовой фрезы (рис. 15)
соответствуют форме и размерам профиля
образуемой поверхности. Располагаются
контуры на расстоянии, равному шагу
![]() нарезаемой резьбы, а количество контуров
определяется необходимой длиной фрезы
нарезаемой резьбы, а количество контуров
определяется необходимой длиной фрезы![]() .
.
|
|
Рис. 15. Гребенчатая резьбовая фреза
|

Форма производящего контура (режущих кромок) фрезы и форма профиля нарезаемой резьбы совпадает, поэтому профиль резьбы получается методом копирования. Направляющая винтовая линия образуется методом касания. Следовательно, образование винтовой поверхности при нарезании резьбы на резьбофрезерном станке производится методом копированияи касания.
Для образования образующей производящей линии методом копирования не требуется движение формообразования, а для образования направляющей производящей линии методом касания требуется два движения формообразования. Следовательно, в станке потребуется иметь два движения формообразования.
Данный станок предназначен для нарезания однозаходной резьбы, поэтому процесс деления не производится и движение деления не нужно. Установочное движение фрезерной головки для врезания фрезы в изделие нужно. Таким образом, в резьбофрезерном станке требуется создавать три исполнительных движения, и, следовательно, основа его кинематической структуры состоит из трех частей.
При нарезании резьбы гребенчатой фрезой характер исполнительных движений определяется следующей условной записью: форма винтовой поверхности по длине образуется двумя движениями формообразования ФV(В1) и ФS(В2П3). Движение ФV(В1)состоит из одного вращательного движения фрезы, а движениеФS(В2П3), называемое также винтовым, состоит из двух элементарных движений: вращение заготовки В2 и прямолинейного движения фрезы П3 в продольном направлении. Третье исполнительное движение – движение врезания Вр(П4) – простое и состоит из одного прямолинейного движения фрезы в поперечном направлении.
Исполнительными звеньями резьбофрезерного станка, совершающим элементарные движения, являются: шпиндель фрезы; шпиндель изделия; каретка фрезерной головки и фрезерная головка.
Рассмотрим структуру кинематических групп, создающие установочные выше исполнительные движения.
Кинематическая группа движения ФV(В1)
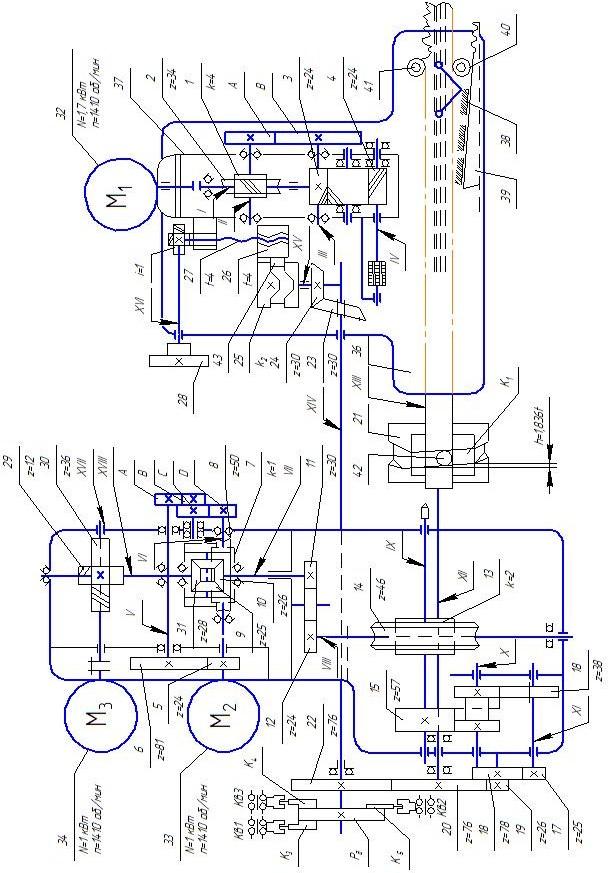
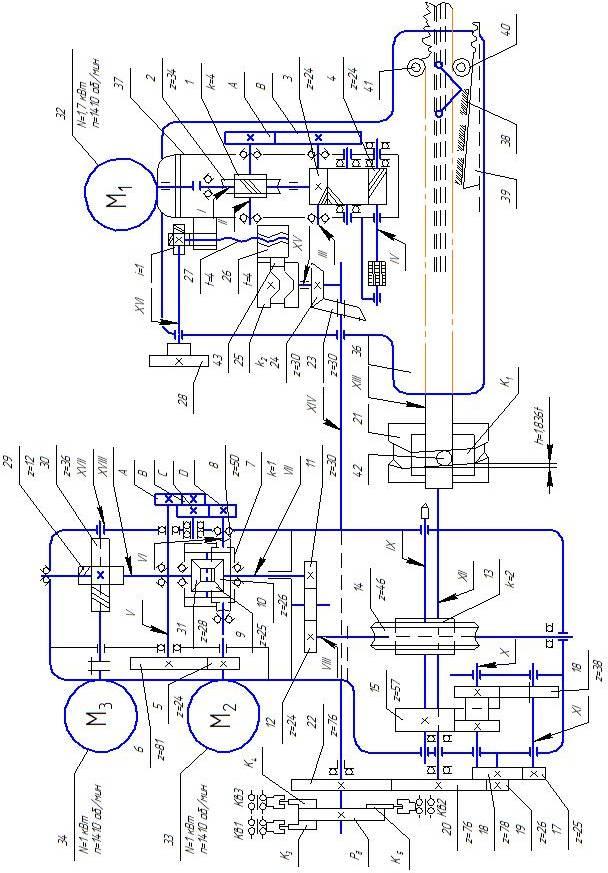
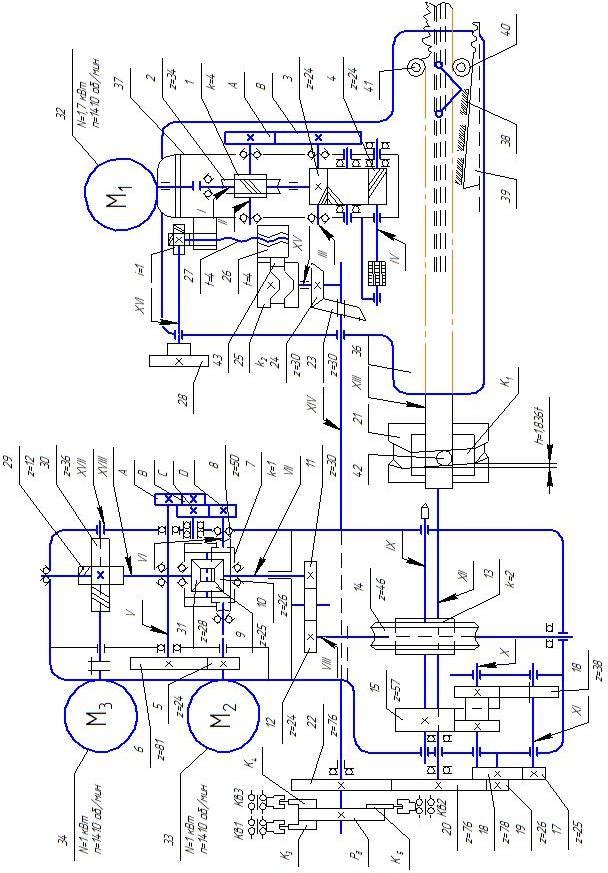
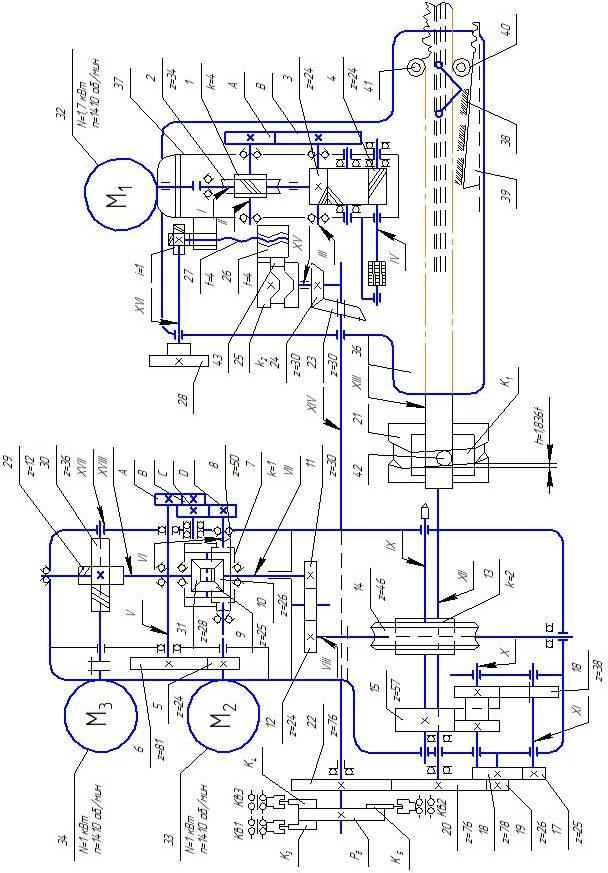
Внутренней связью группы является вращательная кинематическая пара между шпинделем фрезы IV (рис. 16) и фрезерной головкой. Внешней связью является следующая кинематическая цепь между электро-двигателем 32 и шпинделем: червячная пара 1–2, сменные колеса А–В гитары и зубчатая передача 3–4.
Движение, создаваемое этой группой, простое с замкнутой траекторией, поэтому должно настраиваться по двум параметрам движения. Настойка производится здесь посредством следующих органов: на скорость (частоту вращения, об/мин) – парносменными зубчатыми колесами А–В; на направление (прямое или обратное вращение фрезы) –переключателем 24 (см. рис. 13) пульта управления.
Кинематическая группа движения ФS(В2П3)
Внутренней
связью группы является следующая
совокупность: враща-тельная кинематическая
пара между шпинделем изделия IX
и передней бабкой 6 (см. рис. 13); поступательная
кинематическая пара между кареткой 12
и станиной 1 и кинематическая цепь,
связывающая вращение шпинделя изделия
с прямолинейным перемещением каретки
– зубчатые передачи 15–16, 17–18, 19–20,
кулачок 21 со сменным копиром
![]() .
.
Внешней связью является кинематическая цепь между электро-двигателем 33 (рис. 16) и шпинделем изделия: зубчатая передача 5–6, сменные колеса А–В и С–D гитары, червячная пара 7–6, дифференциал, зубчатая передача 11–12 и червячная передача 13–14.
Движение, создаваемое этой группой, сложное с незамкнутой траекторией, поэтому предлагается его настройка по пяти параметрам, но так как в этом процессе нарезания резьбы отсутствует необходимость настройки направления (нарезание резьбы в направлении к передней бабке
или
от нее), то фактически оно должно
настраиваться по четырем параметрам.
Настройка производится посредством
следующих органов: на количественную
сторону параметра траектории (на шаг
резьбы) – сменным винтовым копиром
![]() ;
на качественную сторону этого параметра
(направление резьбы) – рукояткой 5 и
переключателем 23 (см. рис. 13); путь (длина
продольного перемещения, равная шагу
нарезаемой резьбы с некоторым перебегом)
обеспечивается длиной рабочей поверхности
копира; на скорость подачи (мм/зуб) –
сменными колесамиА–В
и С–D
гитары; на исходное положение (место
хода каретки) – рукояткой, надетой на
квадрат 41 (см. рис. 16) зубчатого колеса
реечной передачи.
;
на качественную сторону этого параметра
(направление резьбы) – рукояткой 5 и
переключателем 23 (см. рис. 13); путь (длина
продольного перемещения, равная шагу
нарезаемой резьбы с некоторым перебегом)
обеспечивается длиной рабочей поверхности
копира; на скорость подачи (мм/зуб) –
сменными колесамиА–В
и С–D
гитары; на исходное положение (место
хода каретки) – рукояткой, надетой на
квадрат 41 (см. рис. 16) зубчатого колеса
реечной передачи.
|
|
Рис. 16. Кинематическая схема полуавтомата модели 5М-5Б62 |
Кинематическая группа движения Вр(П4)
Внутренней связью группы является поступательная кинематическая пара между фрезерной головкой 9 и кареткой 12 (см. рис. 13). Внешней связью является следующая кинематическая цепь между электро-двигателем 33 (см. рис. 16) и фрезерной головкой: зубчатая передача 5–6, сменные колеса А–В и С–D гитары, червячная пара 7–6, дифференциал, зубчатая передача 11–12, червячная передача 13–14, зубчатые передачи 15–16, 17–18, 19–20, 20–22, 23–24 и кулачок 25.
Движение,
создаваемое группой врезания, простое
с незамкнутой траекторией, поэтому
предлагается его настройка по четырем
параметрам, но так как при выполнении
любой работы врезания фрезы в заготовку
происходит в одном направлении, то
фактически оно должно настраивать-ся
по трем параметрам. Настройка производится
посредством следующих органов: на путь
(на длину рабочего хода, определяемую
в зависимости от шага нарезаемой резьбы)
– установкой кулачка
![]() на
распределительном диске
на
распределительном диске![]() (см. рис. 16); скорость врезания определяется
принятой скоростью подачи, настраиваемой
сменными колесамиА–В
и С–D
гитары; на исходное положение – вращением
маховичка 28.
(см. рис. 16); скорость врезания определяется
принятой скоростью подачи, настраиваемой
сменными колесамиА–В
и С–D
гитары; на исходное положение – вращением
маховичка 28.