

6.4. Модульные многооперационные станки
Наибольший эффект от применения многооперационных станков достигается путем использования агрегатно-модульного принципа построения технологического и вспомогательного оборудования. Это обеспечивает: увеличение гибкости при построении компонентов и систем; возможность перехода к типовому проектированию, сокращающему объем и сроки разработки конструкторской документации создания комплексов благодаря запуску в производство основных его унифицированных элементов параллельно с разработкой конструкторской документации; снижение стоимости изготовления компонентов гибких систем вследствие серийного изготовления унифицированных элементов на специализированных заводах; расширение фронта работ по автоматизации производства в машиностроении путем привлечения мощностей заводов-потребителей для сборки и монтажа агрегатов и систем из унифицированных элементов; увеличение надежности работы гибких систем в связи с применением апробированных конструкций унифицированных документов.
Модульный, или агрегатный принцип построения оборудования основан на системном подходе, который предусматривает одновременный анализ и обобщение большинства известных задач по автоматизации данного производства. На этой основе разрабатывается комплекс технических средств, функционально дополняющих друг друга и позволяющих компоновать на них широкую номенклатуру автоматизированного оборудования, которое обеспечивает выполнение любой из частных задач. Одновременно разрабатывается комплекс организационно-технических мероприятий, создающих возможность изготовления, комплектации, эффективной эксплуатации и ремонта этих технических средств.
На рис. 13.26, а приведена типовая компоновка агрегатного станка с ЧПУ. Станок включает в себя унифицированные узлы, такие как стол поворотный 1, станина центральная 2, арочная стойка 3 со встроенной шпиндельной бабкой 4 (три стойки). На каждой стойке размещены механизм автоматической смены инструментов 5, стол крестовый 6 и два крестово-поворотных стола 7. Обрабатываемую деталь закрепляют на планшайбе поворотного стола, установленного на центральной станине, и обрабатывают с трех сторон одновременно тремя силовыми агрегатами.
|
|
|
|
а |
г |
|
|
|
|
б |
д |
|
в)
|
е) |
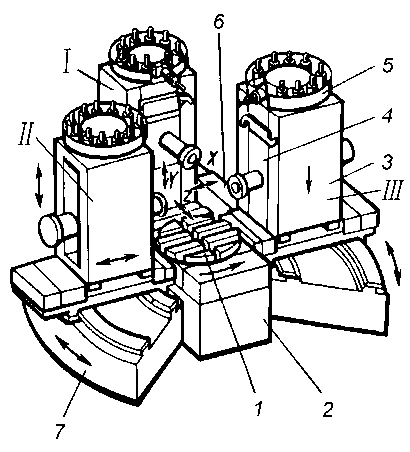
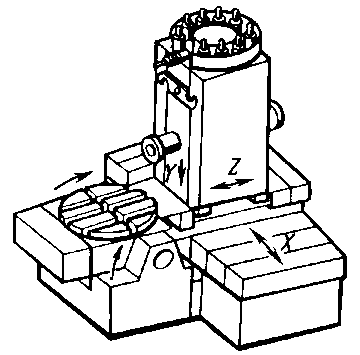
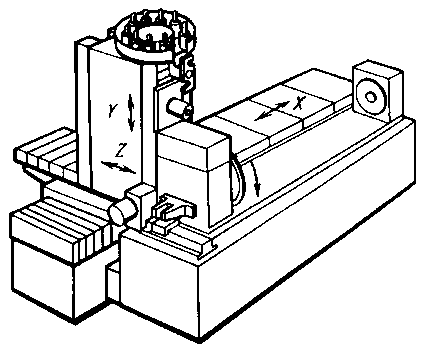
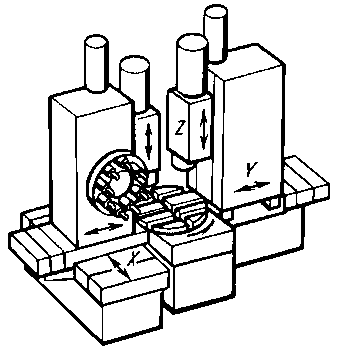
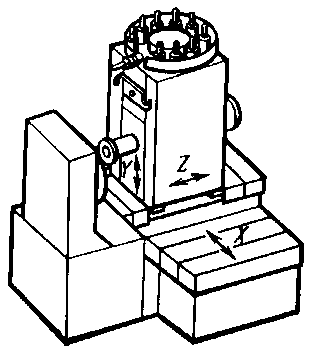
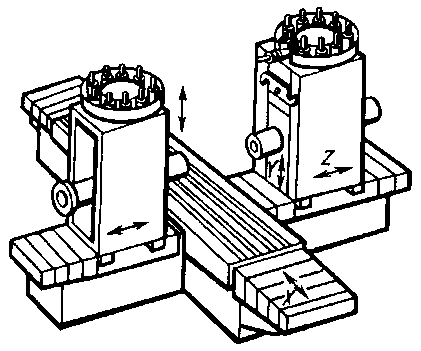
Рис. 13.26. Компоновки многооперационных агрегатных станков с ЧПУ:
1 Поворотный стол; 2 станина поворотного стола; 3 стойка;
4 Шпиндельный узел; 5 инструментальный магазин; 6 стол
прямолинейного перемещения; 7 станина стойки
На каждом агрегате обеспечивается перемещение по трем координатам.
На всех трех силовых агрегатах шпиндельные бабки перемещаются по направляющим стоек в вертикальном направлении (координаты Y). Стойка со шпиндельной бабкой на агрегате I установлена на крестовом столе и перемещается в направлениях оси шпинделя (координата Z) и перпендикулярно к этому направлению (координата X).
На агрегатах II и III стойки со шпиндельными бабками установлены на крестово-поворотные столы и перемещаются в направлении оси шпинделя (координата Z) и по дуге, центр которой совпадает с осью планшайбы поворотного стола (координата Е). Возможность перемещения по координате Е позволяет изменять угол между осями трех шпинделей и тем самым производить обработку поверхностей, расположенных на детали под разными углами одновременно тремя агрегатами.
Каждый силовой агрегат оснащен инструментальным магазином и механизмом автоматической смены инструмента. На станке возможна автоматическая комплексная обработка детали за один установ.
В общем виде такие станки приведены на рис. 13.26: с тремя стойками, горизонтальным расположением шпинделей, вертикальными осями вращения дисковых инструментальных магазинов и поворотного стола (рис. 13.26, а); с одной стойкой, горизонтальным шпинделем, вертикальной осью вращения магазина, горизонтальной осью вращения поворотного стола (рис. 13.26, б, в); с одной стойкой, горизонтальным шпинделем, вертикальной осью вращения магазина, наклонно-поворотным столом (рис. 13.26, г); с двумя стойками, вертикальными шпинделями, горизонтальной осью вращения магазина, вертикальной осью вращения поворотного стола (рис. 13.26, д); с двумя стойками, горизонтальными шпинделями, вертикальной осью вращения магазинов, однокоординатным столом прямолинейного перемещения (рис. 13.9, е).
Переналадка агрегатных станков с ЧПУ заключается в смене управляющей программы, зажимного приспособления и набора режущего инструмента в магазине.
На рис. 13.27 показана еще одна компоновка агрегатного станка с четырьмя многошпиндельными коробками, каждая из которых предназначена для обработки определенной корпусной детали. Станок оснащен цикловой системой программного управления. При переналадке ГАЛ на станке достаточно повернуть стол с закрепленными на нем шпиндельными коробками и сменить управляющую программу. Для новой обрабатываемой детали на свободную позицию стола устанавливается новая шпиндельная коробка, поэтому можно обрабатывать детали старой и новой модификаций.
Качественный уровень агрегатирования оценивается степенью технологической приспособленности системы к производственным задачам так называемым уровнем агрегатирования. Существующие агрегатные станочные системы по уровню агрегатирования можно разделить на три вида: к первому относятся системы, позволяющие создавать станки для обработки деталей различных размеров с геометрически подобным расположением обрабатываемых поверхностей, из различных инструкционных материалов; системы второго вида более совершенны, отличаются более высоким уровнем агрегатирования и позволяют создавать оптимальные модификации станков для комплексной обработки деталей одного технологического класса, отличающиеся не только размерами, но числом и относительным расположением обрабатываемых поверхностей; к третьему виду относятся такие системы, которые помимо реализации первых двух возможностей позволяют создавать станки, удовлетворяющие различным условиям производства с учетом сложности, номенклатуры, серийности и трудоемкости деталей.
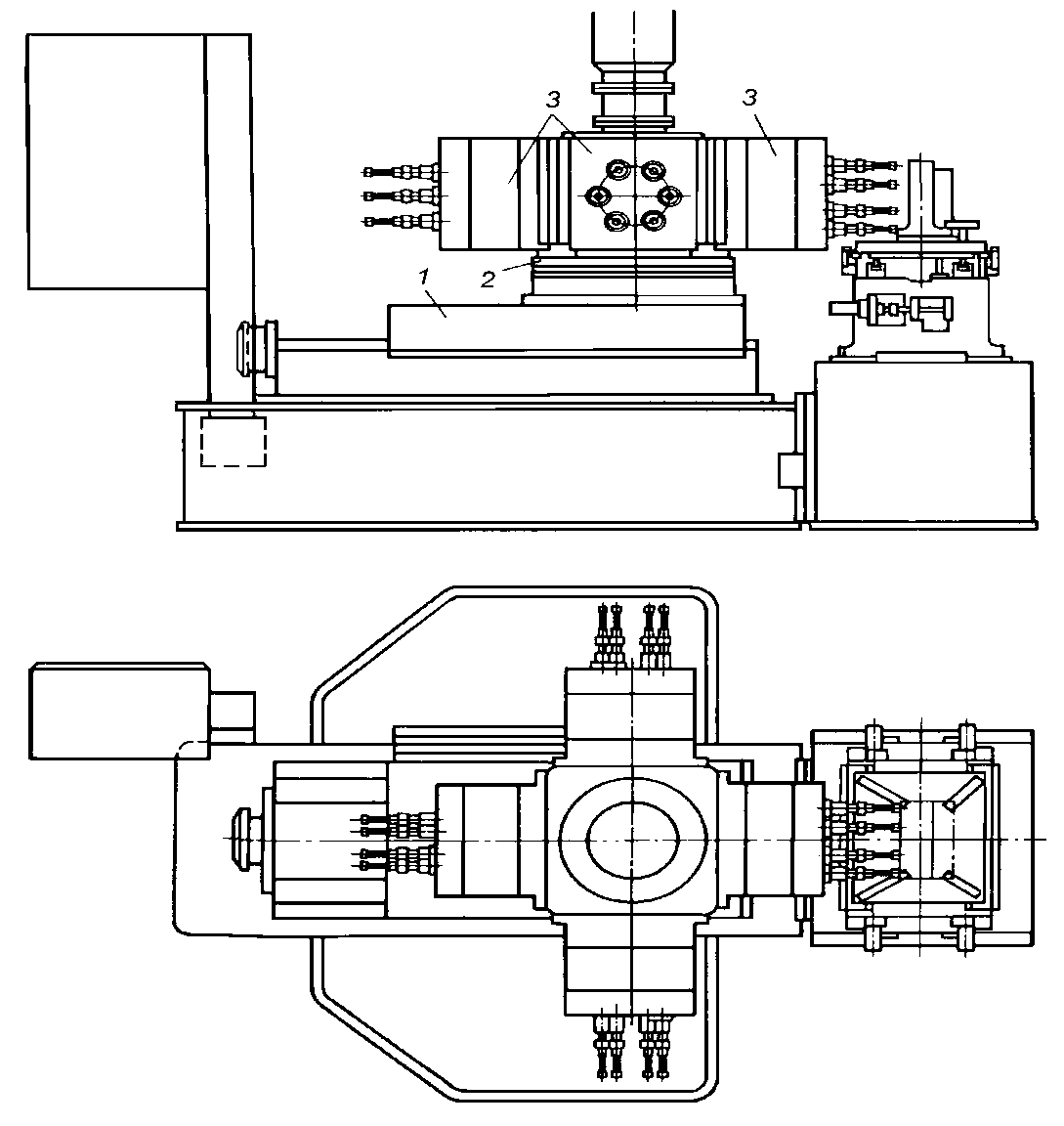
Рис. 13.27. Переналаживаемый агрегатный станок с многошпиндельными коробками: 1 силовой стол; 2 поворотное устройство;