

Зубофрезерный станок модели 5д32
Общие сведенья о станке
Зубофрезерный станок модели 5Д32 предназначен для нарезания цилиндрических зубчатых колес с прямыми и винтовыми зубьями, а также для нарезания червячных колес как методом радиального, так и методом тангенциального врезания.
Станок состоит из следующих основных узлов (рис. 21): станины 1, стола 2, стойки 3, поддерживающего кронштейна 4, поперечины 5. Протяжного суппорта 6, поворотной направляющей 7, каретки фрезерного суппорта 8, подвижной стойки 9, электрoшкaфa 11, кнопочной станины 13,панели управления 14.
Станина коробчатой формы имеет горизонтальные призматические направляющие, по которым может перемешаться подвижная стойка. На станине слева установлен стол, который опирается на кольцевую поверхность и центрируется коническим выступом; фрезерный суппорт выполнен и прилагается к станку в двух конструктивных вариантах. Первый вариант суппорта состоит из каретки фрезерного суппорта и фрезерной головки, которая может быть установлена относительно каретки под любым углом; второйвариант. Фрезерного суппорта состоит из указанной каретки, поворотной направляющей и протяжного суппорта. Каретка фрезерного суппорта перемещается по вертикальным направляющим подвижной стойки. Неподвижная стойка смонтирована на станине и служит для закрепления при помощи кронштейна свободного конца оправки для изделия. Для увеличения жесткости станка неподвижная стойка связывается поперечиной с подвижной стойкой. Гитары сменных зубчатых колес расположены под кожухами 15 и 16.
Анализ кинематической структуры зубофрезерного станка
модели 5Д32
Данный станок предназначен, как было указано выше, для выполнения четырех видов работ, а именно: для нарезания цилиндрических зубчатых колес с преупрямыми и винтовыми зубьями, а также для нарезания червячных колес как методом радиального, так и методом тангенциального врезания. Поэтому кинематическая структура станка состоит соответственно из четырех частных структур, используемых при нарезании зубьев разных форм. Рассмотрим эти частные структуры.
Структура станка при нарезании цилиндрических зубчатых колес
с прямыми зубьями
Боковая поверхность зуба, образуемая на станке, задана формой ее производящих: одна производящая линия – это эвольвента окружности 1 (рис. 22), а другая – прямая линия 2 на цилиндре.
|
|
Рис. 21. Общий вид зубофрезерного станка модели 5Д32
|

|
|
Рис. 22. Образуемая боковая поверхность зуба
|

Червячная фреза представляет собой совокупность исходящих режущих реек 1 (рис. 23), расположенных на цилиндре и смещенных относительно друг друга по винтовой линии червячной нарезки фрезы.
Исходя из принципов работы станка и сопоставления формы производящего контура червячной фрезы с формой производящих линий образуемой поверхности, устанавливаем, что образующая производящая линия получается методом обката, а направляющая производящая линия – методом касания. Следовательно, образование боковой поверхности зуба на данном станке производится методом обката и касания.
Для получения образующей производящей линии методом обкататребуется одно движение формообразования, а для образованиянаправляющей производящей линии методом касания требуется два движения формообразования. Однако одно простоеформообразующее движение образования направляющей производящей линии (вращение фрезы) является составной частью сложного формообразующего движения образования образующей производящей линии. Следовательно, фактически в станке потребуется лишь два движения формообразования.

Рис. 23. Червячная фреза
Делительный процесс для перехода от зуба к зубу совмещается с движением формообразованияформы зуба по профилю, а установочный процесс в большинстве случаев не требуется. Таким образом, в зубофре-зерном станке требуется создавать два исполнительных движения и, следо-вательно, основа его кинематической структуры состоит из двух частей.
При нарезании червячной фрезой цилиндрического зубчатого колеса с прямыми зубьями характер исполнительных движений определяется следующей условной записью: форма зуба по профилю образуется движением формообразования ФV(В1В2), называемым также движением обката. Это исполнительноедвижение – сложное, оно составлено из-двух элементарных движений: вращения фрезыВ1 и вращения заготовки В2. Форма зуба по длине образуется движением формообразования ФS1(П3), состоящим из одного прямолинейного движения фрезы в вертикальном направлении.
Исполнительными звеньями зу6офрезерного станка,совершающими элементарные движения,являются: шпиндель фрезы, стол и каретка фрезерного суппорта.
Рассмотрим структуру кинематических групп, создающих установленные исполнительные движения.
Кинематическая группа движения ФV(В1В2)
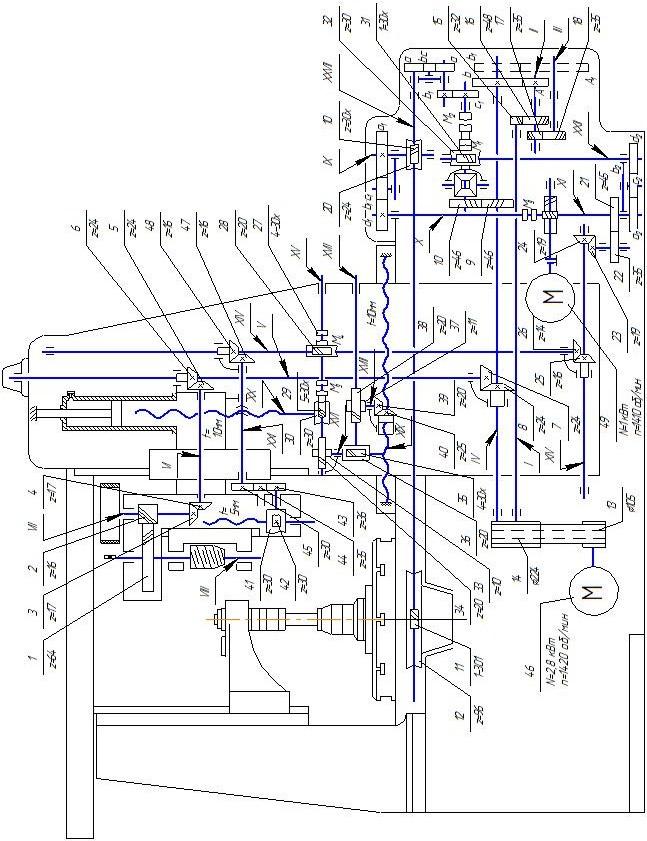
Внутренней связью группы является следующая совокупность: вращательная кинематическая пара между шпинделем фрезы и протяжным суппортом 6 (см. рис. 21), вращательная кинематическая пара между столом 2 и станиной 1 и кинематическая цепь, связывающая вращение шпинделя фрезы с вращением стола (рис. 24), зубчатые передачи 1–2, 3–4, 5–6, 7–8, 9–10, дифференциал, парносменные зубчатые колеса C–D, сменные зубчатые колеса a–b и c–d гитары и червячная передача 11–12. Внешней связью является следующая кинематическая цепь между электро-двигателем 46 и внутренней связью: клиноременная передача 13–14, зубча-тые передачи 15–16, 17–18 и парносменные зубчатые колеса А-В (А1-В1).
Движение, создаваемое этой группой, сложное с замкнутой траекторией, поэтому оно должно настраиваться потрем параметрам движения. Настройка производится посредством следующих органов: на траекторию – парносменными зубчатыми колесами C–D и сменными зубчатыми колесами a–b и c–d гитары; на скорость (частоту вращения фрезы) парносменными зубчатыми колёсами А–В; на направление вра-щения фрезы – установкой ведущего колеса А парносменных колес А–В на вал II или на вал III, вращающихся в разных направлениях, а на направлении вращения заготовки – установкой паразитного колеса в гитару сменных колес a–b и c–d. Направления вращения фрезы и заготовки определяютсяконструктивными особенностями червячной фрезы (направление червячной нарезки, праворежущая или леворежущая фреза).
|
|
Рис. 24. Кинематическая схема зубофрезерного станка модели 5Д32
|
Кинематическая группа движения ФS1(П3)
Внутренней связью группы является поступательная кинематическая пара между кареткой фрезерного суппорта 8 (см. рис. 21) и подвижной стойкой 9. Внешней связью является следующая кинематическая цепь между электродвигателем 46 и кареткой (см. рис. 24): ременная передача 13–14, зубчатые передачи 15–16, 17–18, парносменные колеса А-В, зуб-чатая передача 9–10, дифференциал, парносменные колеса C–D,сменные колеса a–b и c–d гитары, червячная передача 19–20, сменные колеса a1–b1 и c1–d1 гитары, зубчатые передачи 21–22, 23–24, 25–26, червячные передачи 27–28, 29–30 и передача винт-гайка XX.
Движение, создаваемое группой, простое с незамкнутой траекторией, поэтому должно настраиваться по четырем параметрам движения. Настройка производится по средством следующих органов: на путь – установкой переставного упора 10 (см. рис. 21) относительно конечного выключателя 12 на расстояние, равное ходу каретки; на скорость (скорость подачи суппорта) – сменными колесами a1–b1 и c1–d1 гитары (см. рис. 24); на направление (сверху-вниз или снизу-верх в зависимости от метода фрезерования – обычного или попутного) – установкой паразитного колеса в гитару сменных колес a1–b1 и c1–d1; на исходное положение (место хода суппорта) – изменение положения указанного упора относительно каретки суппорта.
Структура станка при нарезании цилиндрических зубчатых колес
с винтовыми зубьями
Боковая поверхность зуба, образуемая на станке, задана формой ее производящих: одна производящая линия – это эвольвента окружности 1 (рис. 25), а другая – винтовая линия 2 на цилиндре.
При нарезании червячной фрезой (см. рис. 23) цилиндрического зубчатого колеса с винтовыми зубьями характер исполнительных движений определяется следующей условной записью: форма зуба по профилю образуется движением формообразования ФV(В1В2), аналогичным движению, образующему форму зуба по профилю при нарезании цилиндрического колеса с прямыми зубьями. Форма зуба по длине образуется движением формообразования ФS2(П3В4), называемым также винтовым движением. Это исполнительное движение – сложное, оно составлено из двух элементарных движений: прямолинейного движения фрезы П3 в вертикальном направлении идополнительного вращения заготовки В4, обусловленного винтовой формой зуба.
Исполнительными звеньями зубофрезерного станка, совершающими элементарные движения, являются те же звенья станка, которые были названы при рассмотрении предыдущей структуры станка при нарезании зубчатых колес с прямыми зубьями.
|
|
Рис. 25. Образуемая боковая поверхность зуба
|

Структура кинематической группы образования формы зуба по профилю была рассмотрена в первой частной структура станка. Поэтому рассмотрим лишь структурукинематической группыо6разозания формы зуба по длине.
Кинематическая группа движения ФS2(П3В4)
Внутренней связью группы является следующая совокупность: посту-пательная кинематическая пара между кареткой фрезерного суппорта 8 (см. рис. 21) и подвижной стойкой 9. Вращательная кинематическая пара между столом 2, станиной 1 и кинематическая цепь, связывающая движе-ние каретки с вращением стола (см. рис. 24) – передача гайка-винт ХХ, червячные передачи 30–29, 28–27, зубчатые передачи 26–25, 24–23, 22–21, сменные зубчатые колеса a2–b2 и c2–d2 гитары, червячная передача 31–32, дифференциал, парносменные колеса C–D, сменные колеса a–b и c–d, гитары и червячная передача 11–12. Внешней связью является следующая кинематическая цепь между электродвигателем 46 и внутренней связью: ременная передача 13–14, зубчатые передачи 15–16, 17–18, парносменные зубчатые колеса А-В (А1–В1), зубчатая передача 9–10 и дифференциал.
Движение, создаваемое этой группой – сложное с незамкнутой траекторией, поэтому оно должно настраиваться по всем пяти параметрам движения. Настройка производится посредством следующих органов: на количественную сторону параметра траектории (угол наклона зуба) – сменными колесами a2–b2 и c2–d2 гитары, накачественную сторону параметра траектории (направление зубьев) установкой паразитного колеса в гитару сменных колес a2–b2 и c2–d2; на путь – установкой переставных упоров 10 (см. рис. 21); на скорость (скорость подачи суппорта) – сменными колесами a1–b1 и c1–d1 гитары; на направление – установкой паразитного колеса в гитару сменных колес a1–b1 и c1–d1; на исходное положение – изменением расположения упоров относительно каретки суппорта.
Методы нарезания червячных колес
Существует два метода нарезания зубьев червячных колес: радиального и тангенциального врезания.
При нарезании зубьев колес радиальным врезанием (рис.26, а) червячная фреза перемещается к заготовке в радиальном направлении до тех пор, пока между осью фрезы и центром нарезаемого колеса будет выдержан размер А. Для осуществления данного метода необходимы следующие движения:· вращение фрезы, вращение заготовкии радиальное врезаниефрезы в заготовку, фреза и заготовка совершают такие же вращательные движения, какие они совершают при нарезании прямозубых цилиндрических колес.
При нарезании червячных колес методом тангенциального врезания применяют червячные фрезы с конусной заборной частью. Цилиндрическая часть этой фрезы соответствует размерам и профилю червяка, в зацеплении с которым будет работать нарезаемое колесо. Фрезы устанавливают относительно заготовки поданному межосевому расстоянию А (рис. 26, б). Наряду с движением обката фрезе сообщаю подачу вдоль ее оси. При нарезании зубьев червячных колес данным методом необходимы следующие движения: вращение фрезы, вращение заготовки, осевая подача фрезы, дополнительное вращение заготовки, вызываемое осевым перемещением фрезы.

Рис. 26. Схемы нарезания червячных колес
Структура станка при нарезании червячных колес методом радиального врезания
Боковая поверхность зуба, образуемая на станке, задана формой ее производящих: одна производящая линия – это дуга окружности (рис. 27), а другая – эвольвента окружности 2.
|
|
Рис. 27. Образуемая боковая поверхность зуба
|

При нарезании цилиндрической червячной фрезой червячного колеса характер исполнительных движений определяется следующей условной записью: форма зубапо профилю и длине образуется движением формообразования ФV(В1В2), аналогичным движению формообразования эвольветного профиля зубьев при нарезании цилиндрических колес с прямыми и винтовыми зубьями. Второе исполнительное движение – движение врезания Вр(П6) – простое и состоит изодного прямолинейного перемещения фрезы врадиальном направлении.
Исполнительными звеньями станка, совершающими элементарные дви-жения, являются: шпиндель фрезы, стол, подвижная стойка 9 (см. рис. 21).
Структура кинематической группы образования формы зуба по профилю и длине аналогична структуре групп образования профиля зубьев при нарезании цилиндрических колес. Поэтому рассмотрим лишь структуру группы установочного движения.
Кинематическая группа движения Вр(П6)
Внутренней связью группы является поступательная кинематическая пара между подвижной стойкой 9 и станиной 1. Внешней связью является кинематическая цепь между электродвигателем 46 и подвижной стойкой (см. рис. 24) – ременная передача13–14, зубчатые передачи 15–16, l7–18, парносменные колеса А–В, зубчатая передача 9–10, дифференциал, парно-сменные колеса C–D, сменные колеса a–b и c–d гитары, червячная пере-дача 19–20, сменные колеса a1–b1 и c1–d1 гитары, зубчатые передачи 21–22, 23–24, 25–26, червячная передача 27–28, винтовая зубчатая передача 33–34, червячная передача 35–36, винтовая зубчатая передача 37–38, коническая зубчатая передача 39–40 и передача гайка-винт ХХ.
Движение, создаваемое группой, простое с незамкнутой траекторией, должно настраиваться по трем параметрам движения. Настройка направления не нужна, так какрабочее движение подвижной стойки осуществляется в одном направлении. Настройка других параметров производится посредством следующих органов: на путь и исходное положение – установкой упорных колодок (на рис. 21 не показаны), ограничивающих перемещение стойки; на скорость (скорость врезания) –сменными колесами a1–b1 и c1–d1 гитары.
Структура станка при нарезании червячных колес методом тангенциального врезания
При нарезании червячных фрезой с конусной заборной частью червячного колеса характер исполнительных движений определяется следующей условной записью: форма зуба по профилю и длине образуются движением формообразования ФV(В1В2), которым ФS3(П6В7) осуществляется и процесс деления. Вторым движением формообразования осуществляется врезание на глубину зуба за счет конусной части фрезы и еще раз образуется профиль зуба цилиндрической частью фрезы.
Исполнительными звеньями станка, совершающими элементарные
движения, являются (см. рис. 21): шпиндель фрезы, стол, протяжной суппорт 6.
Рассмотрим кинематическую группу, создающую врезание и исполни-тельное движение образования формы зуба по профилю.
Кинематическая группа движения ФS3(П6В7)
Внутренней связью группы является следующая совокупность: поступательная кинематическая пара между протяжным суппортом 6 и поворотной направляющей 7, вращательная кинематическая пара между столом 2 и станиной 1 и кинематическая цепь, связывающая движение протяжного суппорта с дополнительным вращениемстола (см. рис. 24) –передача гайка-винт XXIII, червячная передача 41–42, зубчатые передачи 43–44–45, зубчатые передачи 47–48, 26–25, 24–23, 22–21, сменные колеса a2–b2 и c2–d2 гитары и червячная передача 31–32, дифференциал, парнoсменные колеса C–D, сменные колеса a–b и c–d гитары и червячная передача 11–13. Внешней связью является следующая кинематическая цепь между электродвигателем 46 и внутренней связью: ременная пере-дача 13–14, зубчатые передачи 15–16, 17–18, парносменные колеса А–В, зубчатая передача 9–10 и дифференциал.
Движение, создаваемое группой – сложное с незамкнутой траекторией, поэтому предполагается его настройка по пяти параметрам, но так как путь и исходное положение определяются в данной группе визуально, то фактически оно должно настраиваться по трем параметрам. Настройка производится посредством следующих органов: на траекторию – сменными колесами a2–b2 и c2–d2 гитары; на скорость (скорость подачи) – сменными колесами a1–b1 и c1–d1 гитары; на направление вращения фрезы – установкой ведущего колеса А пapнocмeнных колес А–В на вал II или на вал III, вращающихся в разных направлениях, а на направление вращения заготовки – установкой паразитного колеса в гитару сменных колес a2–b2 и c2–d2. Направление процесса формообразования определяется конструк-тивными особенностями червячной фрезы.