

Операционные эскизы
Установ А
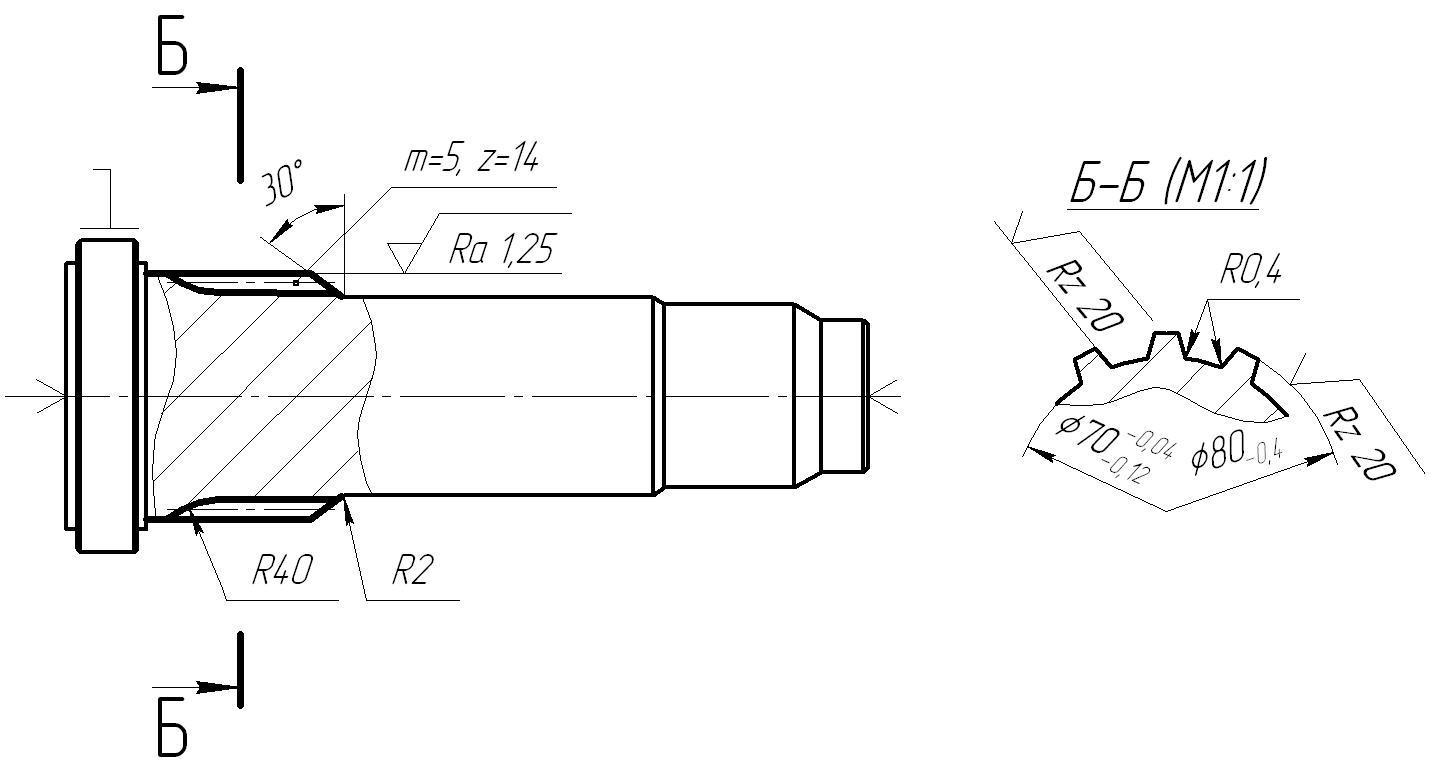
Содержание операции.
Установ А.
1. Нарезать шлицы m = 5, z = 14 предварительно. 2. Нарезать шлицы m = 5, z = 14 с припуском под шлифование.
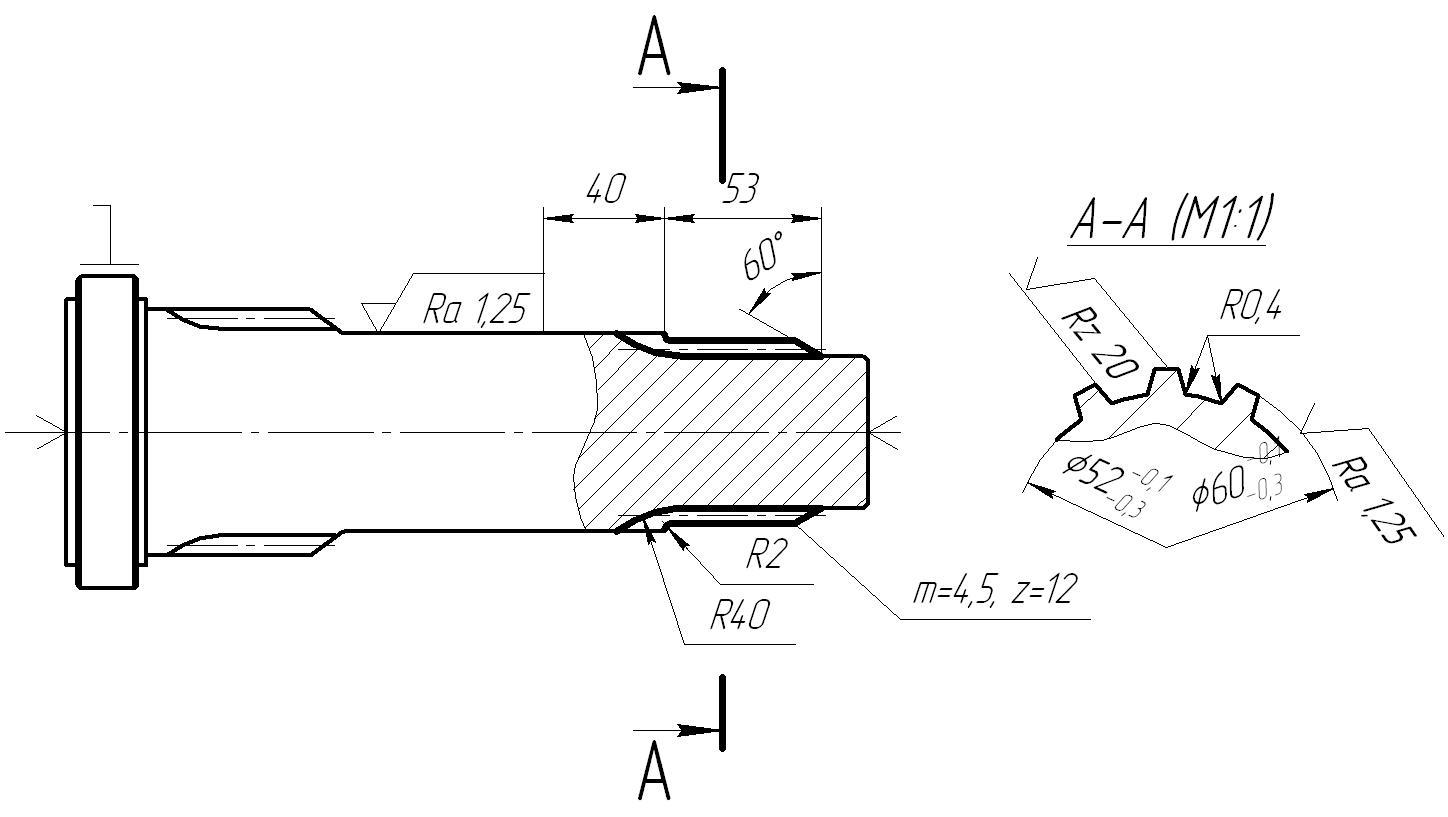
Установ Б.
1. Нарезать шлицы m = 4,5, z = 12 предварительно. 2. Нарезать шлицы m = 4,5, z = 12 окончательно.
Установ Б
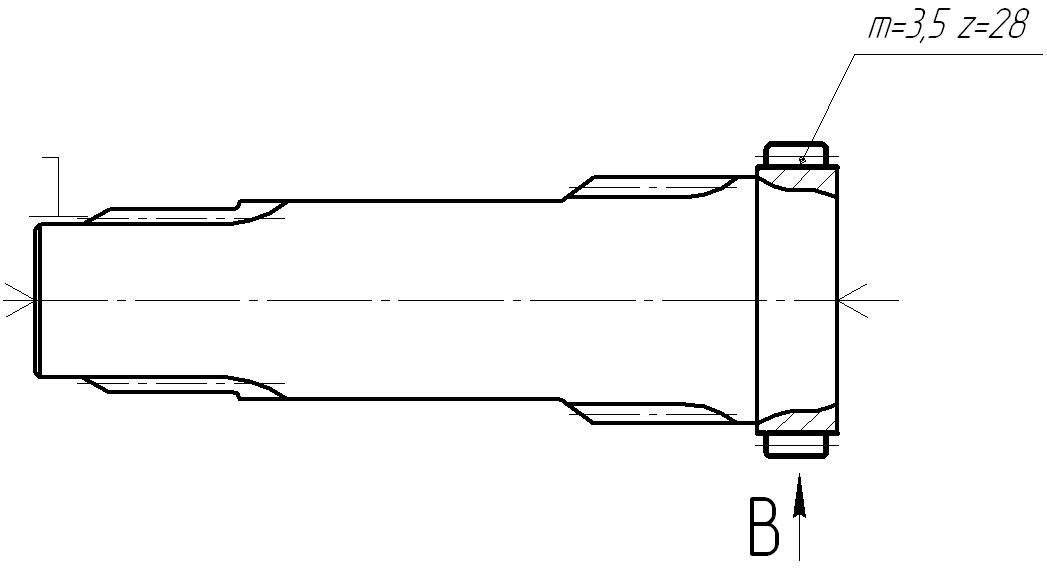
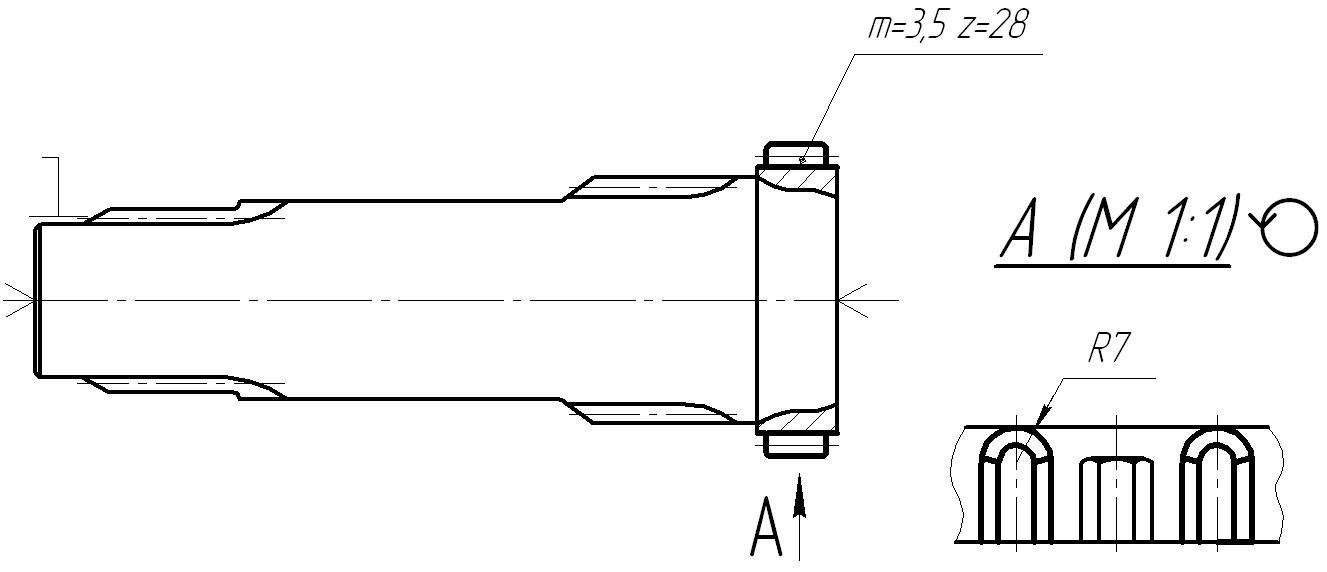
025 Зубофрезерная (Нарезание зубьев m = 3,5, z = 28)
Оборудование. Станок зубофрезерный вертикальный мод. 53А30П (наибольший модуль нарезаемых зубьев 6 мм)
Установка и закрепление заготовки осуществляется в жестких центрах с надеванием хомутика.
Средства технологического оснащения. Центр жесткий упорный ГОСТ 2576–79. Хомутик поводковый – хомутик 7107–0042 ГОСТ 2578–70.
Режущий инструмент. Фреза червячная m = 3,5, (D x d) 80 x 32 ГОСТ 6637–80.
Средства технического контроля. Штангенциркуль ШЦ – I – 125 – 0,1 ГОСТ 166–89.
Содержание операции.
1. Нарезать зубья m = 3,5, z = 28 предварительно. 2. Нарезать зубья m = 3,5, z = 28 окончательно.
Операционный эскиз
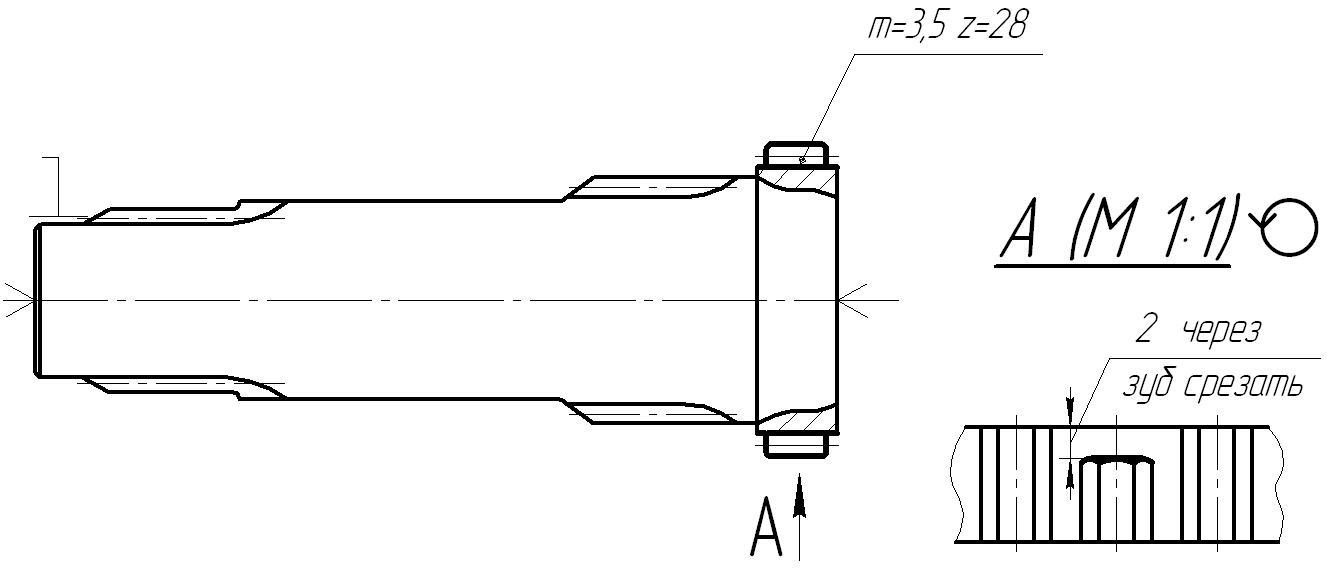
030 Фрезерная
Оборудование. Станок вертикально-фрезерный консольный мод. 6Н12
Установка и закрепление заготовки осуществляется в делительной головке (по Ø 51) с поджатием центром, установленном в задней бабке.
Средства технологического оснащения. Делительная головка УДГ–200; задняя бабка; центр жесткий упорный ГОСТ 2576–79.
Режущий инструмент. Фреза концевая с цилиндрическим хвостовиком d = 4 ГОСТ 17025–71.
Средства технического контроля. Штангенциркуль ШЦ – I – 125 – 0,1 ГОСТ 166 – 90.
Содержание операции.
1. Срезать зубья через 1 в размер чертежа.
Операционный эскиз
035 Зубозакругляющая. Зубозакругление.
Оборудование. Станок зубозакругляющий мод.557
Установка и закрепление заготовки осуществляется в делительной головке (по Ø 51) с поджатием центром, установленном в задней бабке.
Средства технологического оснащения. Делительная головка УДГ–200; задняя бабка; центр жесткий упорный ГОСТ 2576–79.
Режущий инструмент. Фреза концевая с цилиндрическим хвостовиком d = 4 ГОСТ 17025–71.
Средства технического контроля. Штангенциркуль ШЦ – I – 125 – 0,1 ГОСТ 166–89.
Содержание операции.
1. Закруглить зубья через 1 в размер чертежа.
Операционный эскиз
040 Химико-термическая. Цементация твердым карбюризатором
045 Токарная. (Снятие дополнительного припуска по торцу зубчатого венца).
Станок. Токарно-винторезный мод 16К20.
Установка и закрепление заготовки осуществляется в трехкулачковом самоцентрирующемся патроне.
Средства технологического оснащения. Трехкулачковый самоцентрирующийся патрон - патрон 7100–0009 ГОСТ 2675–80.
Режущий инструмент. Режущий инструмент.
Резцы: резец подрезной упорный с пластинкой из твердого сплава – резец 2103–0007 ВК8 ГОСТ 18879–73.
Средства технического контроля. Штангенциркуль ШЦ – II – 200 – 0,05 ГОСТ 166–89; штангенциркуль ШЦ – I – 125 – 0,1 ГОСТ 166–89;
Операционный эскиз.
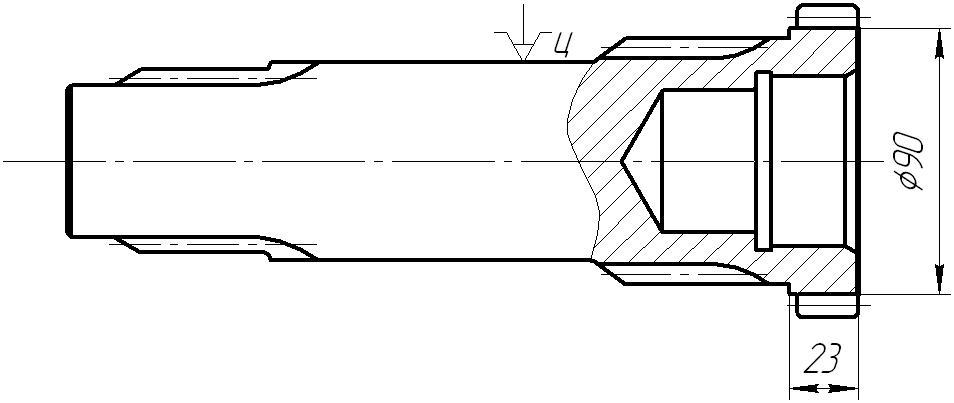
Содержание операции.
1. Подрезать торец в размер 23.
050 Сверлильная. (Нарезание резьбы М12).
Станок. Вертикально-сверлильный мод 2Н125-1.
Установка и закрепление заготовки осуществляется в специальном приспособлении.
Средства технологического оснащения. Приспособление станочное специальное собственного изготовления. Патрон сверлильный
Режущий инструмент. Сверло спиральное с коническим хвостовиком – сверло 2301–0400 ГОСТ 10903–77; зенковка коническая с углом при вершине 120о; с цилиндрическим хвостовиком – зенковка Ø 12,5 ГОСТ 14953–80; метчик машинно-ручной для нарезания метрической резьбы – метчик М12 х 1,75 ГОСТ 3266–81.
Средства технического контроля. Штангенциркуль ШЦ – I – 125 – 0,1 ГОСТ 166–89;