

Содержание операции включает установочные.
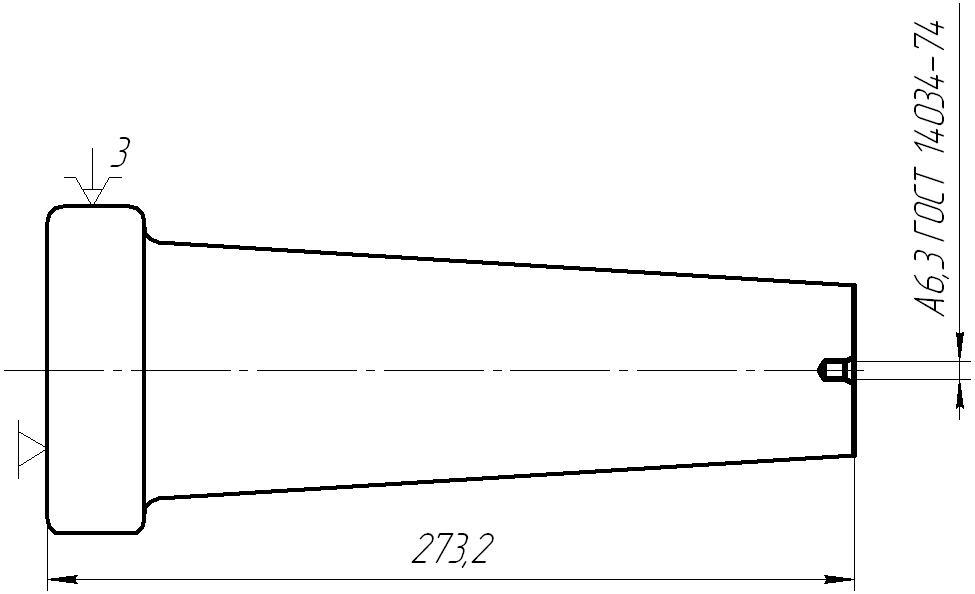
Установ А. Заготовка устанавливается и закрепляется в трехкулачковом патроне. 1. Подрезать торец в размер 274. 2. Подрезать торец в размер 273,2. 3. Сверлить отверстие А 6,3 ГОСТ 14034–74.
Операционные эскизы
Установ А
Установ Б
Установ В
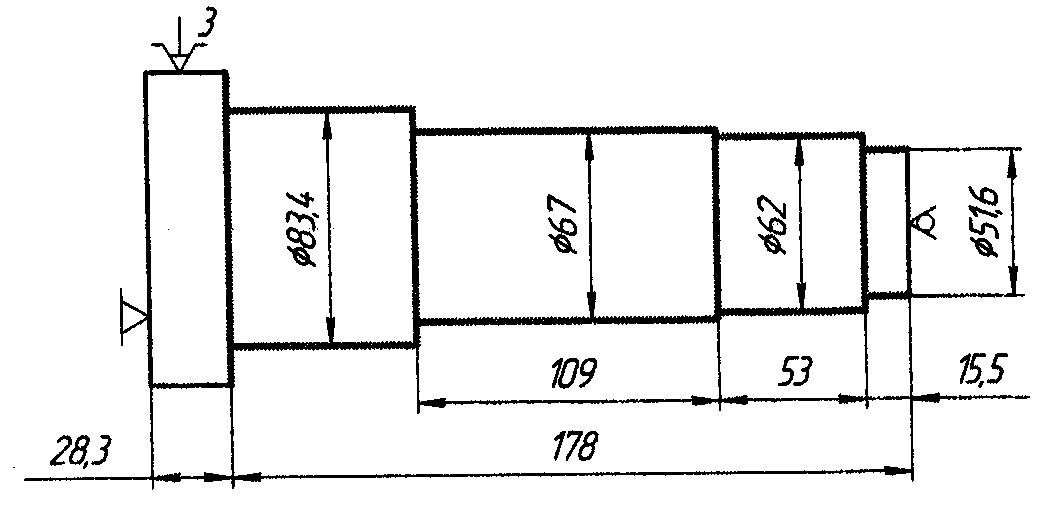
Установ Б. Заготовка устанавливается и закрепляется в трехкулачковом патроне с поджимом задним центром. 1. Точить Ø 83,4 и торец, выдерживая размер 28,6. 2. Точить Ø 67 х 177,5. 3. Точить Ø 62, выдерживая размер 109. 4. Точить Ø 51,6, выдерживая размер 53.
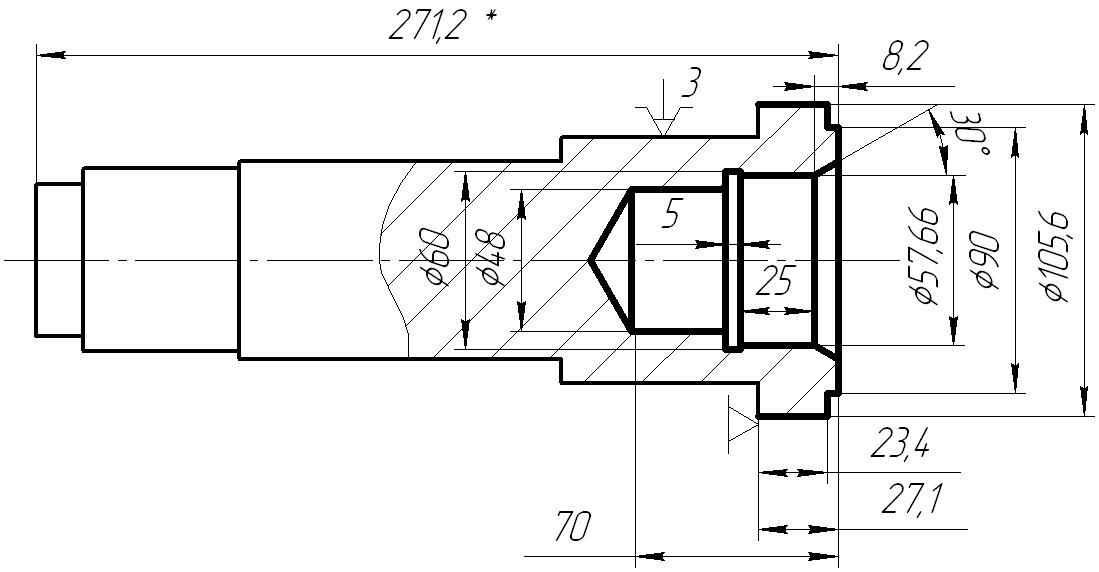
Установ В. Заготовка устанавливается и закрепляется в трехкулачковом патроне с упором по торцу заготовки. 1. Подрезать торец в размер 27,1. 2. Рассверлить отверстие Ø 48 х 73,2. 3. Расточить Ø 57,3 х 38,2. 4. Расточить Ø 57,66 х 38,2. 5. Расточить канавку b=5 в размер чертежа. 6. Точить фаску 8,2 х 30о. 7. Точить Ø 105,6 напроход. 8. Точить уступ (b=3,2 мм) с Ø 105,6 до Ø 90.
010 Токарная (Чистовая обработка поверхностей в центрах)
Станок. Токарно-винторезный мод 16К20.
Установка и закрепление заготовки осуществляется в центрах с поводковым патроном. Поддержка второго конца обрабатываемой заготовки осуществляется центром станочным вращающимся
Средства технологического оснащения. Поводковый патрон - патрон 7108–0021 ГОСТ 2571–71. Хомутик поводковый – хомутик 7107–0042 ГОСТ 2578–70. Центр станочный вращающийся типа А – центр А–1 – 4 – Н ГОСТ 8742–75.
Режущий инструмент.
Резцы: резец подрезной упорный с пластинкой из твердого сплава – резец 2103–0007 ВК8 ГОСТ 18879–73; резец проходной отогнутый правый (φ=60о) с пластинкой из твердого сплава – резец 2102 –0005 Т15К6 ГОСТ 18877–73.
Средства технического контроля. Штангенциркуль ШЦ – II – 200 – 0,05 ГОСТ 166–89; штангенциркуль ШЦ – I – 125 – 0,1 ГОСТ 166–89.
Содержание операции.
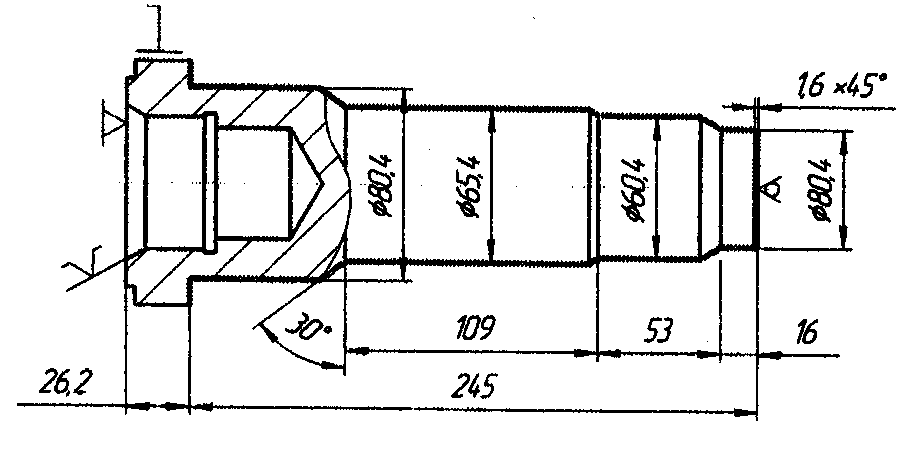
Установ А. 1. Точить Ø 81,3 и торец, выдерживая размер 26,4. 2. Точить Ø 66,1 х 178. 3. Точить Ø 60,4, выдерживая размер 109. 4. Точить Ø 51, выдерживая размер 53. 5. Точить Ø 80,47. 6. Точить Ø 65,4.
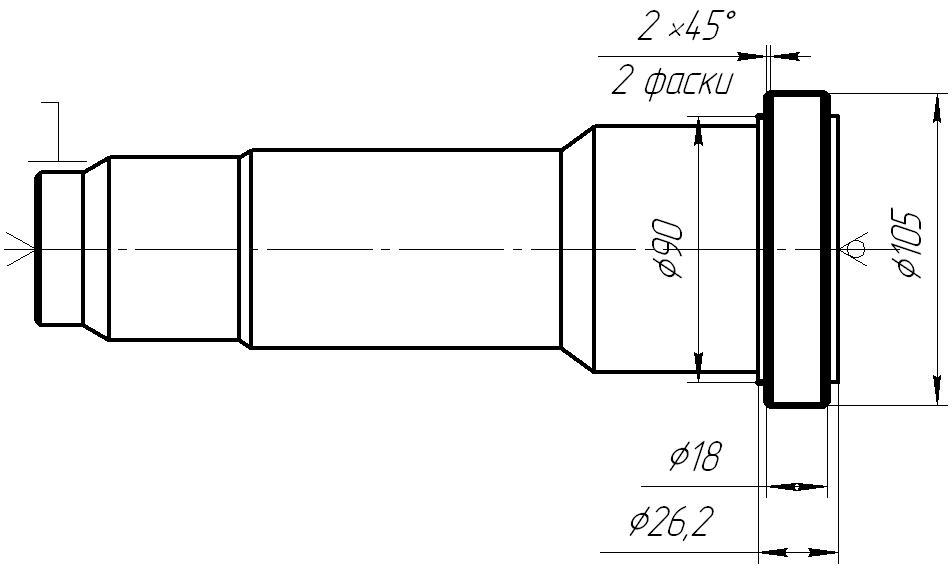
Установ Б. 1. Точить Ø 105 напроход. 2. Точить уступ с Ø 105 до Ø 90, выдерживая размер 21,2. 3. Точить фаску 2 х 45о. 4. Точить фаску 2 х 45о.
Операционные эскизы.
Установ А
Установ Б
015 Круглошлифовальная (Подготовка поверхностей под нарезание шлицев)
Оборудование. Станок круглошлифовальный 3М153
Установка и закрепление заготовки осуществляется в жестких центрах с надеванием хомутика.
Средства технологического оснащения. Центр жесткий упорный ГОСТ 2576–79. Хомутик поводковый 7107– 0068 ГОСТ 16488–70.
Режущий инструмент. Круг шлифовальный ПП 500×63×32; 15А40С27К ГОСТ 2424–83.
Средства технического контроля. Микрометр гладкий МК 50 – 75 ГОСТ 6507–90; МК 75 – 100 ГОСТ 6507–90.
Содержание операции.
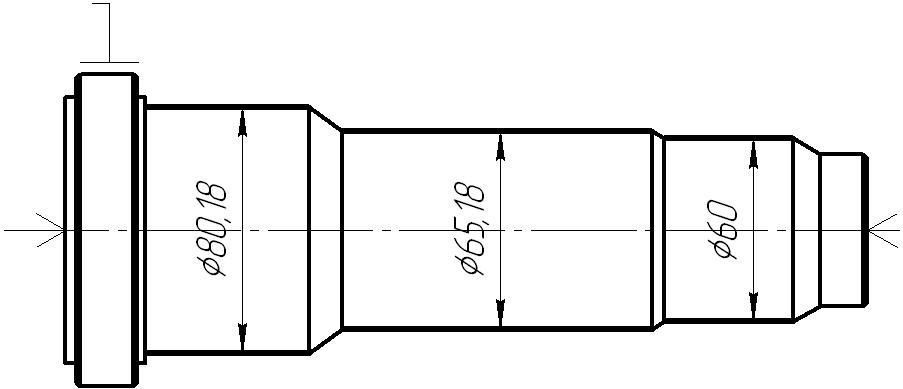
1. Шлифовать Ø 80,18. 2. Шлифовать Ø 65,18. Шлифовать Ø 60.
Операционный эскиз
020 Шлицефрезерная (Нарезание шлицев m = 4,5, z = 12; m = 5, z = 14)
Оборудование. Станок шлицефрезерный вертикальный мод. 53А30П (наибольший модуль нарезаемых шлицев 6 мм)
Установка и закрепление заготовки осуществляется в жестких центрах с надеванием хомутика.
Средства технологического оснащения. Центр жесткий упорный ГОСТ 2576–79. Хомутик поводковый 7107- 0042 ГОСТ 2578–70.
Режущий инструмент. Фреза червячная m = 4,5, (D x d) 90 x 32 ГОСТ 6637–80; m = 5, (D x d) 100 x 32 ГОСТ 6637–80.
Средства технического контроля. Штангенциркуль ШЦ – I – 125 – 0,1 ГОСТ 166–89.