

1496
.pdfа
б
Рис. 55. Эффективность различных СОЖ при получистовом шлифовании титанового сплава ВТ3-1 с подачей 0,02 мм/дв.ход (а) и 0,05 мм/дв.ход (б)
131

а
б
Рис. 56. Графики эффективности различных СОЖ при получистовом шлифовании нержавеющей стали ШХ15 с подачей 0,02 мм/дв.ход (а)
и 0,05 мм/дв.ход (б)
132
эффективности |
120 |
106 |
|
|
|
|
|
|
|
|
100 |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
96 |
||
100 |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
88 |
|
||
|
|
|
|
|
|
|
|
||
80 |
|
|
|
|
73 |
|
|
|
|
|
|
|
|
|
|
|
|
||
коэффициент |
|
|
|
65 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
60 |
|
|
|
|
|
|
|
|
|
|
|
|
34 |
|
|
43 |
|
|
|
40 |
|
|
|
|
|
|
|
||
Суммарный |
20 |
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
ВЭЛС-1 |
Укринол-1 |
Аквол-6 |
Аквол-15 |
Авитол |
Пермол |
Синхо-2М |
Уверол |
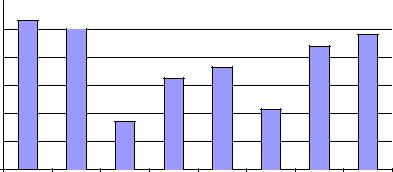
Рис. 57. Диаграмма результатов исследования эффективности различных СОЖ при шлифовании труднообрабатываемых материалов
по удельной мощности КN. Сравнительная оценка эффективности СОЖ приведена на рис. 57.
Анализ результатов испытаний показывает, что наиболее эффективными СОЖ для труднообрабатываемых материалов являются Аквол-6 (34 балла) и Пермол-6 (43 балла), выпускаемые Пермским заводом смазок и СОЖ.
В настоящее время СОЖ Аквол-6 успешно применяется при профильном глубинном шлифовании замков лопаток турбин их жаропрочных никелевых сплавов ЖС6К, ЖС6УВИ, ЖС26, ЧС70 на 20 плоскошлифовальных станках с ЧПУ. На заводе решается вопрос о замене применяемой при различных видах шлифования СОЖ ВЭЛС-1 на СОЖ Пермол-6 или СОЖ Аквол-6.
133
1.11. Выбор импортозаменяющей СОЖ для прецизионного бесцентрового шлифования деталей
гидроаппаратуры на станке с ЧПУ фирмы «Модлер»
Бесцентровое шлифование – один из наиболее производительных видов абразивной обработки, широко распространенный в крупносерийном и массовом производстве. Жесткость технологической системы станок – шлифовальный круг – деталь – ведущий круг при бесцентровом шлифовании в 1,5–2 раза выше, чем жесткость системы при круглом шлифовании в центрах. В связи с этим при бесцентровом шлифовании режимы резания соответственно повышаются в 1,5–2 раза и значительно облегчается обработка нежестких заготовок (тонких валов, распылителей и т.д.). Кроме того, точность формы и концентричность шлифованной поверхности при бесцентровом шлифовании также выше, чем при шлифовании в центрах.
В новых экономических условиях острой конкурентной борьбы за потребителя главным условием экономического выживания для ОАО «Пермский агрегатный завод “Инкар” стало существенное повышение качества и надежности выпускаемых изделий. В первую очередь это касалось наиболее массовых изделий завода – гидротолкателей для двигателей отечественных автомобилей ГАЗ и ВАЗ. В последнее время на эти двигатели устанавливались в основном импортные гидротолкатели, так как отечественные гидротолкатели не обеспечивали требуемых эксплуатационных параметров.
В связи с этим на заводе был проведен глубокий анализ причин низкого качества изготовления деталей гидротолкателя и изучался опыт отечественных и зарубежных производителей. В результате проведенного анализа было принято решение о коренной перестройке технологического процесса на базе самой передовой технологии механообработки и современных станков с ЧПУ. Для этого были найдены необходимые средства и закуплены современные шлифовальные станки немецких фирм «Модлер» и «Овербек».
Для внедрения обработки деталей на этих станках потребовалась организация специального участка (рис. 58) и выделение от-
134

дельного помещения с поддержанием постоянного благоприятного климата. Потребовалось также обучить кадры для работы по новой технологии и обслуживания станков.
Рис. 58. Общий вид участка современных шлифовальных станков-автоматов
сЧПУ для обработки деталей гидротолкателя
Врезультате проведенных технических и организационных мероприятий впервые за последние 10 лет на заводе успешно реализована новая прогрессивная технология, обеспечивающая высокую точность обработки, низкую шероховатость и, что самое важное, высокую стабильность нужного качества.
Один новый станок фирмы «Модлер» (рис. 59) заменил сразу несколько универсальных бесцентрово-шлифовальных станков, на которых такую точность и качество поверхности не удавалось обеспечивать. Более высокое качество обработки достигается за счет при-
135

Рис. 59. Общий вид станка с ЧПУ для бесцентрового шлифования деталей гидроаппаратуры
менения автоматической пневмозагрузки, особой конструкции шлифовальных и ведущих кругов, более эффективной системой подачи и очистки СОЖ, объективной системой автоматического контроля.
Станок обладает высокой точностью (допуск цилиндричности до 0,001 мм и шероховатость Rа ≤ 0,14 мкм). Станок оснащен передовой системой загрузки, доставки и удаления деталей из зоны резания с помощью сжатого
воздуха.
При обработке наружных поверхностей поршня и корпуса компенсатора (рис. 60) на бесцентрово-шлифовальном станке-автомате
сЧПУ модели МС-131/110 фирмы «Модлер»
ссистемой активного контроля, обеспечиваются следующие параметры точности и качества поверхности 1:
Рис. 60. Эскиз обработ- |
допуск цилиндричности не более 0,001 мм; |
ки корпуса компенса- |
допуск круглости не более 0,001 мм; |
тора гидротолкателя |
шероховатость Ra ≤ 0,08 мкм. |
|
|
|
136 |
При этом производительность станка составляет до 20 тыс. деталей в смену.
Для очистки использованной СОЖ имеется насосно-фильтра- ционная установка, в которой используется два типа фильтрации: магнитная и механическая. Предусмотрена также система для поддержания постоянной температуры в зоне резания и охлаждения СОЖ – до 20 °С. Очистка окружающего воздуха от масляного и эмульсионного тумана в станке производится с помощью электросепаратора. Все системы станка автоматизированы и за их работой следит электронная система числового программного управления.
На станке применены уникальные технические решения:
1)составной шлифовальный круг из различных абразивных материалов с различной зернистостью, позволяющий за одну операцию произвести черновую, чистовую и доводочную обработки деталей;
2)автоматика, которая каждые 30 с правит шлифовальный круг алмазным роликом;
3) ведущий круг, предназначенный для придания вращения и поступательного перемещения детали с необходимой скоростью, имеет поверхность, изготовленную из твердого сплава.
Ранее обработка этих деталей проводилась на нескольких универсальных бесцентрово-шлифовальных станках с применением СОЖ ВЭЛС-1. Вместе со станком была поставлена специально подобранная фирмой импортная СОЖ Zubora TDD, срок годности которой истек после 9 месяцев эксплуатации. В связи с окончанием годового срока эксплуатации СОЖ Zubora принято решение о поиске возможного отечественного аналога СОЖ из большой номенклатуры СОЖ, предлагаемых различными производителями в связи с высокой стоимостью импортной СОЖ и больших затрат на ее доставку. Помимо решения об экономической целесообразности перехода на отечественный аналог СОЖ Zubora TDD существовал еще один аспект, связанный с получением оптимального для данной операции химического аналога: Zubora TDD является водорастворимой смазочноохлаждающей жидкостью, нe содержащей минеральных масел, хлора, силикона и нитритов и отвечающей требованиям стандарта
137
DIN 51 385. В составе с водой она представляет собой прозрачную рабочую жидкость, обладающую антикоррозийными свойствами,
не опасную для использования, не обладающую |
резким запахом |
и устойчивую к бактериям. |
|
Типичные показатели эмульсола Zubora TDD: |
1060 кгс/м3 |
плотность при 15 °С ............................................... |
|
вязкость при 15 °С .................................................. |
15 мм2/с |
показатель рН (3 %) ................................................ |
9,1 |
степень коррозии на литейной стружке (1:20)...... |
0 |
(1:30)...... |
макс. 2 |
степень коррозии на меди при 100 °С.................... |
0 |
коэффициент коррекции ......................................... |
2 |
Zubora TDD используется как охлаждающий раствор при шлифовании. Продукт исследован на безопасность воздействия на кожу.
Применяемая концентрация при точной обработке – от 1:30
до 1:40.
Растворимая в воде смазочно-охлаждающая жидкость – на базе азотосодержащего продукта конденсации с биоцидами.
Физические и химические свойства:
форма.............................................. |
жидкостъ |
цвет ................................................. |
желтоватый |
запах................................................ |
характерный |
вязкость при 20 °С......................... |
15 мм2/с |
плотность при 15 °С ...................... |
1,06 г/см3 |
значение рН при 20 °С................... |
9,2 г/л |
Для проведения сравнительных испытаний были проанализированы характеристики СОЖ Пермского завода смазок и СОЖ (ПЗС и СОЖ), которые могут служить возможными заменителями импортной жидкости.
Расчеты показали, что использование вновь импортной СОЖ экономически нецелесообразно из-за больших затрат на ее приобретение и доставку. В связи с этим возникла проблема замены импортной СОЖ на более дешевую и доступную отечественную. При реше-
138
нии этой проблемы пришлось учитывать оригинальность процесса бесцентрового шлифования на станке с ЧПУ и особенности условий подачи и очистки СОЖ. Особенностью применения данной СОЖ является то, что для очистки использованной СОЖ имеется насоснофильтрационная установка, в которой используется два типа фильтрации: магнитная и механическая с помощью транспортера с фильтровальной бумагой. Предусмотрена также система для поддержания постоянной температуры в зоне резания и охлаждения СОЖ, равной температуре окружающего воздуха. Станок обладает высокой точностью (допуск цилиндричности –0,001 мм и обеспечивает шероховатость обработанной поверхности деталей гидротолкателя Rа ≤ 0,14 мкм). Подача СОЖ осуществляется струйным способом непосредственно в зону обработки под давлением 1–2 МПа. Расход СОЖ составляет 400 л/мин. В качестве ведущего круга используется набор твердосплавных колец, припаянных к металлической основе. Шлифовальные круги высотой до 350 мм выполнены сборными
иимеют различную характеристику.
Сучетом этих данных и на основании исследований образцов отечественных СОЖ, выпускаемых в Перми на ОАО «ПЗС и СОЖ», были предложены для испытаний следующие наиболее подходящие по характеристикам заменители импортной СОЖ: ВЭЛС-1, Техмол-1
иКарбомол-С1П. Эти охлаждающие жидкости успешно применяются при шлифовании на различных предприятиях машиностроения в России. Характеристики исходной и предложенных СОЖ приведены в табл. 23.
Исследование и подбор СОЖ проводился совместно со специалистами ОАО «ПЗС и СОЖ». Выбранные образцы СОЖ проходили физико-химический анализ, доработку и коррекцию нужных параметров в лабораторных условиях по специальным методикам контроля СОЖ. Затем изготавливались опытные образцы СОЖ и испытывались в производственных условиях.
Исследования импортной СОЖ Zubora TDD показали, что она является водорастворимой СОЖ, нe содержащей минеральных масел, хлора, силикона и нитритов. В составе с водой она представляет
139
собой прозрачную рабочую жидкость, обладающую антикоррозийными свойствами, не опасную для использования, не обладающую резким запахом и устойчивую к бактериям.
|
|
|
|
Таблица 23 |
Cравнительные характеристики исследуемых СОЖ |
||||
|
|
|
|
|
Показатель |
Zubora TDD |
Техмол-1 |
ВЭЛС-lM |
Карбомол-С1П |
|
|
|
|
|
Внешний вид |
Однородная маслянистая жидкость коричневого цвета |
|||
эмульсола |
|
|
|
|
Запах |
Специфический, не раздражающий |
|||
|
|
|
|
|
Внешний вид |
|
Полупрозрачная |
|
|
эмульсии |
|
|
|
|
|
|
|
|
|
рН эмульсии |
9,1 |
8,5–10,0 |
8,5–10,0 |
8,5–10,0 |
|
|
|
|
|
Коррозионная |
|
Отсутствует |
|
|
агрессивность |
|
|
|
|
Концентрация |
|
|
|
|
эмульсии, % |
3–6 |
3–5 |
3–5 |
3–5 |
Вязкость при |
|
|
|
|
50 °С, мм2/с |
15 |
50 |
50 |
10 |
На первом этапе была испытана полусинтетическая СОЖ ВЭЛС-1, которая широко используется на ОАО «Инкар» на всех металлообрабатывающих станках, в том числе и на универсальных бес- центрово-шлифовальных станках. В результате испытаний СОЖ ВЭЛС-1 установлено, что в процессе шлифования не обеспечивается требуемое стабильное качество деталей по геометрии, по шероховатости и по рисочности. При этом на станке были обнаружены очаги коррозии, а также повышенное радиальное биение ведущего твердосплавного круга. Применение протирки ведущего твердосплавного круга спиртом не привело к положительным результатам, на круге обнаружено налипание материала деталей, за счет адгезионного взаимодействия, что и явилось причиной биения ведущего круга.
140